Hydraulic Hose Press Machine: 60T to 1,750T
A hydraulic hose press machine turns a bare hose and metal fitting into a rated assembly in under 15 seconds. But not every press fits every workshop. This guide maps tonnage to hose size, matches machine type to daily volume, and shows you how to calculate when a CNC upgrade pays for itself.

Quick Specs at a Glance
| Spec | Bench-Top (60–120 T) | Floor CNC (200–830 T) | Production (1,200–1,750 T) |
|---|---|---|---|
| Hose range | ¼″–1″ | ¼″–4″ | 2″–6″ |
| Cycle time | 8–15 seconds | 6–12 seconds | 8–20 seconds |
| Daily capacity | 80–200 crimps | 200–500+ crimps | 100–300 crimps |
| Power | 220V single-phase | 380V three-phase | 380V three-phase |
| Weight | 80–200 kg | 400–1,200 kg | 2,000–5,000 kg |
| Price range | $1,500–4,000 | $4,000–12,000 | $12,000–30,000 |
What Is a Hose Press Machine?
a hose press is purpose-built for crimping ferrules onto hydraulic hose. Unlike a standard hydraulic press (invented by Joseph Bramah in 1795) that pushes two flat platens together, a hose press uses segmented dies that collapse inward — 360° of radial pressure that forms the ferrule evenly around the hose reinforcement.
The hydraulic system multiplies force using Pascal’s principle: a small pump piston generates high fluid pressure, which acts on a larger cylinder to produce the tonnage needed. A 200 T machine applies roughly 1.8 MN (meganewtons) of radial force — enough to permanently deform hardened steel ferrules through a crimping process around braided or spiral wire reinforcement. The ferrule bites into the steel wire layer (2-wire braid for SAE R2, SAE hose standards define R12 as 4-spiral, 6-spiral for R13) without crushing the inner rubber tube that carries the hydraulic fluid.
How a Hose Press Works
Every hydraulic hose press machine operates on the same principle: the hydraulic pump pushes fluid into a cylinder, which drives a piston that closes segmented dies radially around the ferrule. The force multiplies through the piston area ratio — a 10 kg push on the hand lever becomes 120+ tons at the die face.
Tonnage-to-Hose-Size Chart
This is the single most important spec on any hose press. Too little tonnage and the ferrule won’t compress enough. Too much and you over-crimp, crushing the inner tube.
| Tonnage | Hose Range | Wire Type | Typical Models |
|---|---|---|---|
| 60 T | ¼″–½″ | 1-wire (R1), 2-wire (R2) | Bench-top manual/electric |
| 120 T | ¼″–1″ | 2-wire (R2) | Bench-top electric |
| 200 T | ¼″–2½″ | 4-spiral (R12) | Floor-standing CNC |
| 830 T | ½″–4″ | 6-spiral (R13) | Heavy duty production |
| 1,200 T | 2″–4″ | 6-spiral (R13/R15) | Large production press |
| 1,750 T | 2″–6″ | 6-spiral (R15) | Mining / oil field press |
Buying rule: Size up one tier from your current maximum hose. If you crimp up to 1″ hose today, buy a 200 T machine — not 120 T. The cost difference is small; the lost opportunity of turning away a 2″ job is not.
Bench-Top vs Floor-Standing
| Factor | Bench-Top | Floor-Standing |
|---|---|---|
| Installation | Bolt to workbench, plug in 220V | Anchor to floor, wire 380V |
| Max tonnage | 60–120 T | 200–1,750 T |
| Max hose | 1″ (some 1½″) | 6″ |
| Dies included | 6–10 sets | die sets (10–16 included) |
| CNC available | Some models | Most models |
| Mobility | Portable, moved by 2 people | Requires forklift |
| Best for | Small workshops, service vans | industrial hose press for production shops, distributors |
Production Volume: Which Machine for Your Daily Output?
Daily crimp volume determines your machine class. Under-buying creates a bottleneck. Over-buying wastes capital.
| Daily Crimps | Recommended Type | Why |
|---|---|---|
| 10–30 | P16HP manual hand pump | No power needed, low cost, field use |
| 30–80 | Bench-top electric | Faster than manual, consistent pressure |
| 80–200 | Electric with auto-return | Auto cycle saves time, repeatable quality |
| 200–400 | hydraulic hose crimp press (CNC electric) | Programmable dies, data logging, fastest cycle |
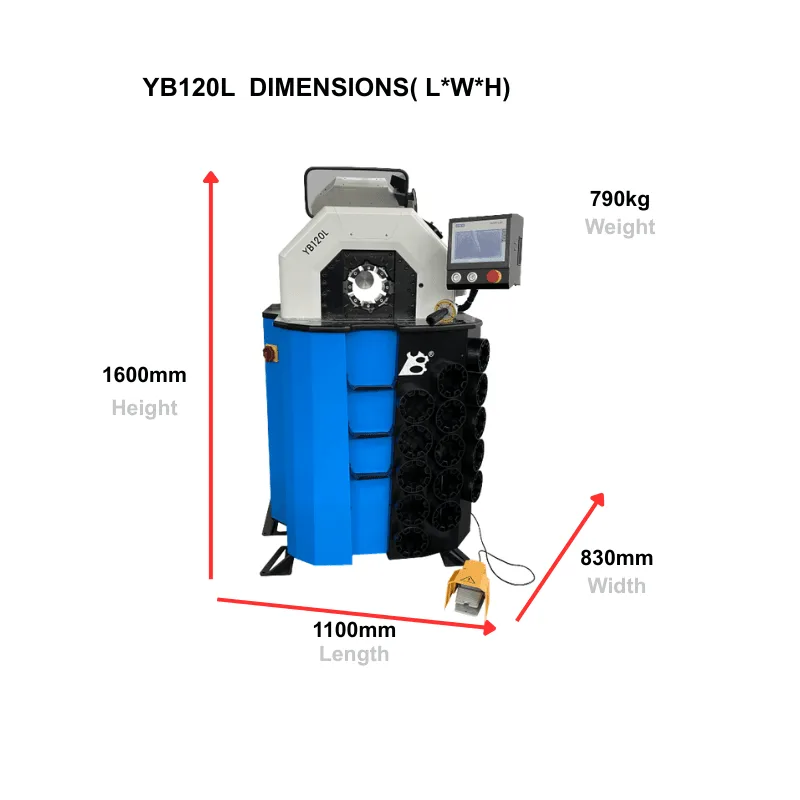
| 400+ | TRC120L production CNC + auto feeder | Continuous operation, traceability, lowest per-unit cost |

CNC vs Semi-Auto vs Manual Control
Manual Control
Operator holds the valve open until the pressure gauge hits the target. Simple but inconsistent — different operators produce different crimp diameters.
Tolerance: ±0.1 mm. Best for field repair and low-volume shops.
Semi-Auto (Electric Auto-Return)
Operator sets the crimp diameter on a dial, presses start, and the machine stops automatically at the target. Tolerance: ±0.08 mm. Good for 50–200 crimps per day with 3–5 hose sizes.
CNC Control
Store 100+ die programs. Select hose size on the touchscreen, insert fitting, press start. Machine controls tonnage, speed, and dwell time.
Tolerance: ±0.03–0.05 mm. Every crimp is logged with timestamp, operator ID, and measured diameter. Required for mining and aerospace contracts that mandate ISO traceability.
Setup & Calibration
Every new machine — and every die change — needs a calibration crimp before production.
- Install the die set. Clean die faces, seat segments in the die holder, confirm they lock in place.
- Set target diameter. Look up the ferrule manufacturer’s crimp diameter spec for your hose + fitting combination.
- Test crimp. Crimp one fitting, let it cool 30 seconds.
- Measure 3 points. Use a digital caliper at 120° intervals around the ferrule. All three readings should be within tolerance of the target.
- Adjust if needed. If readings are too large, decrease the crimp diameter setting by 0.1 mm. The micrometer stop adjusts in 0.01 mm increments — one full turn equals 1 mm. Recrimp a new sample.
- Record. Log the calibration result with date, operator, and die serial number.

Crimp Quality and Safety
Crimp tolerance for bench-top models runs ±0.08 mm. CNC models hold ±0.03–0.05 mm. Check every 200 crimps with a digital caliper at 3 points (120° apart). Safety features: two-hand start, emergency stop, and oil temperature sensor protect the operator.
Maintenance Schedule
| Interval | Task | Why |
|---|---|---|
| After each use | Clean die faces with lint-free cloth | Prevents debris buildup that affects tolerance |
| Weekly | Check hydraulic oil level and color | Dark oil = contamination, milky oil = water ingress |
| Monthly | Inspect hoses and fittings for leaks | Catch seal failures before they cause pressure loss |
| Every 2,000 hours | Replace hydraulic oil and filter | Contaminated oil damages the pump and seals |
| Every 6 months | Full seal inspection and replacement | Worn seals cause pressure drift and inconsistent crimps |
| Annually | Calibrate pressure gauge | Ensures displayed tonnage matches actual output |
Selection Guide: Which Hose Press to Buy
Match your machine to three variables: your largest hose size (determines tonnage), daily volume (determines control type), and power availability (determines electric vs manual).
ROI: When Does a Machine Pay for Itself?
| Machine | Cost | Savings vs Outsourcing | Break-Even |
|---|---|---|---|
| Manual 60 T | $600 | $8–15 per assembly saved | 40–75 assemblies |
| Bench-top 120 T | $2,500 | $8–15 per assembly + faster turnaround | 170–310 assemblies |
| CNC 200 T | $6,000 | Reduced scrap, traceability, faster cycle | 3–6 months at 50/day |
| Production 830 T | $15,000 | Handles large hose, no outsourcing needed | 6–12 months at 30/day |
A shop doing 30 hose assemblies per day at $12 average outsourcing cost saves $360/day. A $6,000 CNC machine pays for itself in 17 working days.
5 Common Hose Press Problems and Fixes
Inconsistent Crimp Diameter
Cause: Worn seals causing pressure drift. Fix: Replace hydraulic seals and recalibrate.
Ferrule Slips During Crimp
Cause: Wrong insertion depth. Fix: Mark the hose before inserting the fitting — if the mark moves, reseat.
Oil Overheating After 30 Minutes
Cause: No oil cooler on budget machines. Fix: Add an external cooler or reduce continuous operation to 20-minute batches.
Dies Won’t Close Fully
Cause: Foreign debris in die holder. Fix: Clean die faces and seat with lint-free cloth before each use.
Motor Runs But No Pressure
Cause: Low oil level or air in the system. Fix: Fill to 2/3 sight glass, bleed air by running 5 empty cycles.
Frequently Asked Questions
What is the difference between a hydraulic press and a hydraulic hose press machine?
A standard hydraulic crimper A hydraulic hose press machine uses segmented dies that compress radially around a cylindrical ferrule. A hydraulic press pushes flat platens together for metal forming.
Same hydraulic principle, completely different tooling and motion. Whether crimping one-piece fittings on braided hose or interlock fittings on spiral hose, the hose press hydraulic system operates at up to 31.5 MPa — the standard maximum working pressure for industrial crimping machines.
How much tonnage do I need for 2-inch hydraulic hose?
2-inch 4-spiral hose (SAE R12) needs a minimum of 200 tons. For 2-inch 6-spiral (R13, standard for mining excavators), you need 800 tons. When in doubt, go one size up.
Can I use a hose press for non-hydraulic applications?
No. The segmented die system is designed specifically for cylindrical ferrules on hydraulic hose. For electrical terminals, wire rope, or PEX tubing, use the dedicated crimping tool for that application.
How long does it take to set up a hydraulic hose press machine?
According to standard crimp specs, bench-top models: 30 minutes from unboxing to first crimp. Floor-standing CNC models: 2–4 hours including calibration, die installation, and test crimps. Allow a full day if you’re also setting up a crimping machine production line’re also setting up a hydraulic hose machine production line with cutting and skiving equipment.
What maintenance does a hose press need?
Change hydraulic oil every 2,000 operating hours. Use 68# anti-wear hydraulic oil — lower viscosity grades cause pressure drift. Inspect seals every 6 months.
Clean die faces after each use. Check pressure gauge calibration annually. Following this schedule keeps your machine at spec for 10+ years.
Not Sure Which Hose Press Machine Fits Your Workshop?
Tell us your daily crimp volume and largest hose size. We’ll match you with the right machine in 24 hours.