Hydraulic Hose Crimping Machines for Workshop Production

The question “how many hydraulic hose crimping machines do I need?” is asked too late by most workshops. They buy one machine, grow into it, hit a capacity ceiling, and only then realize a second machine would have been cheaper than the rework and lost quotes that came with the bottleneck. Other workshops buy two machines too early, when their volume does not justify the second unit, and carry idle capital for years.
This article walks through the decision using lean-manufacturing principles: how to identify the bottleneck, how to calculate whether a second machine pays for itself, and the TRC models that fit single-machine and two-machine layouts.
The Lean View — Why the Bottleneck Decides Output
Lean manufacturing aims to eliminate activities that do not add customer value by reducing cycle time, flow time, and throughput time across the entire system. Wikipedia identifies seven categories of waste (muda): inventory, waiting, excess motion, defects, overproduction, overprocessing, and transportation. For a hose workshop, the most relevant wastes are:

| Waste | What it looks like in a hose workshop |
|---|---|
| Waiting | Operator waiting for a die change; machine idle while the operator fetches the next hose. |
| Excess motion | Walking between a poorly-located cutter, bench, and crimper. |
| Defects | Rework from a bad crimp; contamination from a skipped cleaning step. |
| Inventory | Excess hose and fittings tying up working capital and space. |
| Overprocessing | Crimping assemblies that do not need the tolerances being held. |
The lean principle that most directly applies to the “one machine or two” question is bottleneck identification. Wikipedia defines a bottleneck as a specific production stage that cannot keep pace with the rest of the line, limiting overall output. In hose assembly, the bottleneck is usually not the crimper’s cycle time — it is the die changeover.
Where the Bottleneck Actually Is
A common assumption is that a faster crimper produces more assemblies per day. That assumption is usually wrong. The bottleneck is elsewhere.
| Candidate bottleneck | Typical time impact | Is it the real bottleneck? |
|---|---|---|
| Crimper cycle time | 7–12 seconds per crimp | Rarely. Most shops buy more cycle speed than they need. |
| Die changeover | 5–8 minutes per change (manual); 1–2 minutes (quick-change) | Often. A shop doing 8 die changes per day loses 30–60 minutes of crimping time. |
| First-piece verification | 30 seconds per hose size | Rarely the bottleneck, but adds up over many changes. |
| Cleaning step | Variable, often skipped | Sometimes. If skipped, the cost appears as contamination later. |
| Operator walking between stations | 1–2 minutes per assembly | Sometimes, in a poorly laid out workshop. |
| Setup errors and rework | 5–15 minutes per bad setup | Sometimes, especially with manual valve machines and operator changeover. |
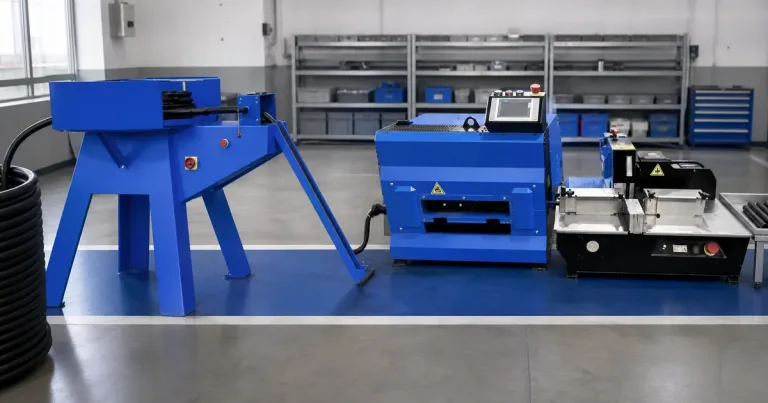
Assembly-Line Theory Applied to a Hose Workshop
Wikipedia’s article on assembly lines defines the core principles that apply to a hose workshop layout: division of labor (each station does one task), workstation design (minimize operator motion), and line balancing (respect precedence graph and cycle time).
| Principle | Application to one-vs-two-machine decision |
|---|---|
| Division of labor | If one operator is doing cutting, cleaning, crimping, and measurement, the line is not balanced. Adding a second machine does not help unless the operator is freed from other tasks. |
| Precedence graph | Cutting must happen before cleaning; cleaning before insertion; insertion before crimping; crimping before measurement. The sequence cannot be reordered. |
| Cycle time | The slowest station sets the line’s cycle time. If die changeover is the slowest “station,” it sets the pace. |
| Bottleneck | The bottleneck station limits the output of the whole line, regardless of how fast the other stations are. |
A second machine helps only when the bottleneck is the crimping station itself. If the bottleneck is die changeover, a quick-change die system or a dedicated second machine for the dominant hose size is the right fix.
One Machine or Two — The Decision Framework
| Workload | Recommendation |
|---|---|
| <100 assemblies/month | One machine; usually compact or mid workshop class. |
| 100–200/month, low changeover | One machine; usually 137-ton class. |
| 200–300/month, high changeover | Borderline; evaluate changeover cost vs second machine cost. |
| 300–800/month, mixed | Two machines; dedicated dominant-size + general-purpose. |
| >800/month | Two machines minimum; consider CNC. |
Changeover Cost — The Hidden Tax
Lean manufacturing treats excessive changeover as a form of waste. In a hose workshop, changeover cost is the time and risk associated with swapping dies and re-setting the machine.
| Changeover component | Time |
|---|---|
| Die swap | 5–8 min manual; 1–2 min quick-change |
| First-piece measurement | 30 sec |
| Setting adjustment (manual machine) | 1–2 min |
| Records update | 1 min |
| Setup error recovery (when it happens) | 5–15 min |
At 6 die changes per day with 5 minutes per change, changeover cost is about 33 minutes — roughly 9% of the available crimping window. At 15+ changes per day, changeover cost exceeds 25%, and a second machine dedicated to the dominant hose size starts to pay for itself.
TRC Workshop Lineup
| Workload profile | TRC recommendation |
|---|---|
| Entry-level workshop, 50–200/month | TRC P20 (137 ton classic, simple construction, rare failure) or TRC P20S (compact, fast cycle) |
| Workshop with value-added features | TRC P32A (drawer-type die cabinet, caliper rack; value pick; strong in Malaysia, South America, South Africa) |
| Workshop with frequent changeover | TRC P20D (137 ton CNC) or TRC P32D (200 ton CNC) |
| Two-machine layout | Two TRC P20 or P32A units; or one P20 (dominant) + one P32 (changeover) |
| Industrial production | TRC TRC120L, TRC P140 |
See the hydraulic hose crimper category for the full range.
Output Math — A Worked Example
A workshop running one 137-ton TRC P20 on a mixed line produces about 120 assemblies per day with 35% changeover cost. Adding a second TRC P20 dedicated to the dominant 1/2″ and 3/4″ sizes: output jumps to about 280 assemblies per day; first-pass yield improves from 88% to 95%.
| Metric | One machine | Two machines |
|---|---|---|
| Daily output | 120 | 280 |
| Die changes per day | 6 | 1 (dominant) + 2 (secondary) |
| Changeover cost (% of window) | 35% | ~10% |
| First-pass yield | 88% | 95% |
The bottleneck was changeover, not tonnage or cycle time. This is the lean principle in practice: eliminating the bottleneck (waiting waste) produces more output than adding tonnage.
Layout for Two Machines
| Layout | Description | Pros | Cons |
|---|---|---|---|
| Parallel | Two machines side by side; shared material handling | Both machines fed from one bench; flexible operator assignment | Requires wider bench space |
| Sequential | Machine 1 for dominant size; Machine 2 for changeovers | Each machine has a dedicated role | Less flexible; if Machine 1 is down, the line is down |
The parallel layout is more common. It allows either machine to handle any hose size, which protects the line against a machine failure.
Case Study — A Shop That Resisted a Second Machine for Too Long
An illustrative scenario. A workshop was running one 137-ton machine at about 200 assemblies per day on a mixed line. The operator was doing 8 die changes per day, and the changeover cost was about 25% of the window. The workshop resisted buying a second machine for two years, citing capital cost.
During those two years, the workshop turned down rush orders because the line was at capacity, and the first-pass yield hovered around 88%. When the second machine was finally added, output jumped to about 350 assemblies per day, first-pass yield improved to about 95%, and the workshop was able to take on the rush orders it had been declining.
The capital cost of the second machine was recovered in under 14 months on the increased throughput alone.
Case Study — A Shop That Added a Second Machine Too Early
A second illustrative scenario. A workshop producing about 150 assemblies per month on a mixed line bought a second 137-ton machine on the theory that “we will grow into it.” The growth did not happen for three years. During that time, the second machine sat idle about 60% of the time, and the capital tied up in it could have been deployed elsewhere.
The lesson is that the second-machine decision should be driven by actual changeover cost and volume, not by anticipated growth that may not arrive on schedule.
Decision Matrix
| Question | If “yes” | Lean toward |
|---|---|---|
| Is your monthly volume above 300 assemblies? | Yes | Evaluate two machines. |
| Are you doing more than 4 die changes per day? | Yes | Evaluate two machines. |
| Is your changeover cost above 25% of the available window? | Yes | Two machines. |
| Do you need batch separation for traceability? | Yes | Two machines. |
| Do you have two operators? | Yes | Two machines can run in parallel. |
| Is your monthly volume below 200 assemblies? | Yes | One machine. |
| Is your hose mix narrow (2–3 sizes)? | Yes | One machine. |
The decision is almost never about tonnage. It is about changeover cost, batch requirements, and operator availability.
Frequently Asked Questions
How many hydraulic hose crimping machines do I need?
Below 200/month on a narrow mix, one machine. Above 300/month on a mixed line with frequent die changes, two machines usually pay for themselves within 12–18 months. The decision is driven by changeover cost, not tonnage.
When does a second machine pay for itself?
Typically when the changeover cost on a single machine exceeds about 25% of the available crimping window, or when monthly volume crosses about 300 assemblies on a mixed line. For most shops, the crossover happens within 12–18 months.
Should both machines be the same model?
Usually yes, for a mixed workshop. Two identical machines allow either to handle any hose size, which protects the line against a machine failure. If the mix is heavily skewed — 90% small braided hose and 10% large spiral — a smaller machine for the dominant mix and a larger machine for the changeovers may be more cost-effective.
Buyer question: does adding a second machine require a second operator?
Not necessarily. A single operator can manage two machines if the workflow is organized around batch production: set up Machine 1, run a batch, move to Machine 2 while Machine 1 holds its setup. For continuous parallel operation, two operators are needed.
References and technical boundaries
- Wikipedia — Lean manufacturing. Reference for the seven wastes, bottleneck identification, and pull production applied to workshop decisions.
- Wikipedia — Assembly line. Reference for division of labor, line balancing, and bottleneck theory.
- ISO/TS 17165-2:2018 — Hydraulic hose assemblies, practices. Supports the controlled-system principle.