Hose Crimper Machine vs Hydraulic Crimping Machine: What’s Different
Search for a hose crimper machine and you will soon see three names for what looks like the same product: hose crimper, hydraulic crimping machine, and hose press. Sometimes they refer to the same machine. Sometimes they refer to machines that look similar but do different jobs. And sometimes a buyer ends up with the wrong equipment because the term they used meant something different to the supplier than it meant to them.
This article untangles the three names. The short version: the name matters less than the specification, but knowing what each term usually means will keep you from ordering the wrong TRC model.
The Force Direction That Distinguishes the Three Names
The three terms blur because all three describe machines that apply hydraulic force to a metal component. The engineering difference is the force direction, and that single distinction is what separates a defensible hose crimper from an improvised hose press.

The Wikipedia article on the hydraulic press describes the underlying machine category: a hydraulic press is a machine press using a hydraulic cylinder to generate a compressive force, and it applies that force in one direction — a punch or upper die moves toward a lower die along a single axis. This uniaxial action is ideal for forging, clinching, molding, blanking, punching, and deep drawing. It is not ideal for hose crimping, because the ferrule bulges perpendicular to the load and the finished profile tends to be oval.
A hose crimper applies force in a different direction. Inside the head, a ring of segmented dies closes inward simultaneously, surrounding the ferrule from every direction at once. The force is radial, not uniaxial. The dies react against each other through the ferrule wall, producing concentric, repeatable deformation that does not bulge in any single direction. That radial action is what produces a round, predictable finished crimp diameter.
The third name, swaging, applies force in a third way. Swaging is a forging method that uses dies which separate and close, often by hammering or rolling the workpiece through a tapered die. The force is mostly axial or tangential, drawing the workpiece through the die. Swaging is preferred for cable and wire-rope terminations. It is not the standard method for hydraulic hose.
So the three names map to three force directions: uniaxial (press), radial (crimper), and axial-tangential (swager). The names blur in trade use, but the engineering does not.
Three Names, Overlapping Meanings

The three terms come from different industrial traditions, and that is why they overlap.
| Term | Where the name comes from | What it usually refers to |
|---|---|---|
| Hose crimper machine | Workshop and hose-assembly trade. | A dedicated machine for permanently attaching fittings to hydraulic hose, using radial segmented dies. |
| Hydraulic crimping machine | Broader industrial and electrical trade. | Any machine that uses hydraulic pressure to crimp something — hose, cable terminals, lugs, wire, connectors. May or may not be a hose crimper. |
| Hose press | Workshop shorthand; also used in heavy industry. | Ambiguous. Can mean a dedicated hose crimper, or a general-purpose hydraulic press fitted with hose tooling. |
The reason the names blur is that all three describe equipment that applies hydraulic force to deform a metal component. The question is what that component is, and how the force is applied.
Hose Crimper Machine
A hose crimper machine is the dedicated tool for permanently attaching fittings to hydraulic hose. It uses a ring of segmented dies that close radially — from every direction at once — around the ferrule, producing a concentric crimp diameter.
| Attribute | Typical for a hose crimper machine |
|---|---|
| Force application | Radial, multi-jaw segmented dies. |
| Tooling | Factory-calibrated die set, matched to a hose and fitting system. |
| Application | Permanent hydraulic hose assemblies. |
| Tonnage range | Compact units around 6 ton; workshop 137 ton; industrial up to 830 ton. |
| Distinguishing feature | The dies are part of the controlled crimp system; the machine does not work without the matched die set. |
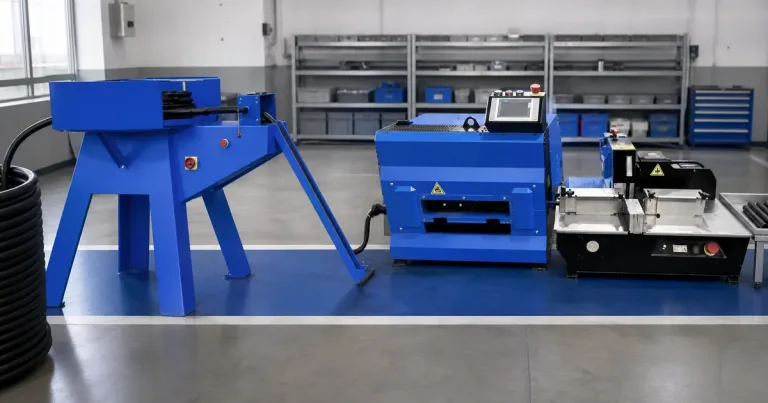
When a buyer asks for a hose crimper machine, this is what they usually mean. The TRC crimper catalog is built around this format, from the compact TRC P10HP up to the flagship TRC P175.
Hydraulic Crimping Machine
A hydraulic crimping machine is a broader term. It covers any hydraulically powered tool that crimps something, and that includes hose crimpers but also tools for cable terminals, copper lugs, wire connectors, and steel rope swaging.
| Attribute | Typical for a hydraulic crimping machine (broad sense) |
|---|---|
| Force application | Varies: radial dies for hose and lugs; point or hex dies for cable terminals. |
| Tooling | Interchangeable die sets for different applications. |
| Application | Hose, cable terminals, lugs, wire, connectors — depending on the die installed. |
| Tonnage range | From about 6 ton for compact hand tools up to several hundred ton for industrial hose and cable. |
| Distinguishing feature | The same machine body may accept multiple die families for different applications. |
The buyer who searches for a hydraulic crimping machine may be looking for a hose crimper, a cable lug crimper, or a wire terminal tool. The search term alone does not tell the supplier which one.
Hose Press
“Hose press” is the most ambiguous of the three. In workshop shorthand, it often means the same as a hose crimper. In heavy industry, it can mean a general-purpose hydraulic press that has been set up with hose tooling.
| Attribute | When “hose press” means a hose crimper | When “hose press” means a general press + tooling |
|---|---|---|
| Force application | Radial, segmented dies. | Uniaxial, top die to bottom die. |
| Tooling | Matched die set, factory calibrated. | Often custom or improvised; flat or V-block tooling. |
| Setting control | Built into the machine. | Set by press stroke or pressure. |
| Application | Permanent hose assemblies. | Hose crimping attempted on a general-purpose press. |
| Result | Repeatable, concentric crimp. | Variable; often oval; unsafe for high-pressure hose. |
TRC does build a genuine industrial hose press class for heavy-duty applications. The TRC P165 (500 ton, same max opening as the P160 but higher crimping force, separate power unit, crimps industrial pipe) and the TRC P175 (830 ton, flagship, crimps every hydraulic size plus 15-inch industrial pipe) are dedicated high-force hose presses, not general-purpose shop presses adapted to hose work.
Hose Coupling Permanent vs Reusable, and Why It Decides the Machine
The terminology matters because the underlying hose coupling system decides what kind of machine you need. Wikipedia distinguishes two coupling categories.
A permanent swaged or crimped coupling requires special hydraulic ram machinery and matched dies to install. The fitting is attached at the factory or at a workshop bench. Once installed, it cannot be removed without destroying the ferrule. The coupling is permanent, the seal is established by the crimp, and the assembly is pressure-rated by the validation of the crimp process. This is the standard for hydraulic hose above low-pressure return-line duty. Every TRC crimper in the catalog is built for this category.
A reusable field-attachable coupling allows manual field attachment without crimping. It typically uses a threaded two-piece design (screw-on stem and shell) or a quick-connect mechanism. The fitting can be installed with hand tools in the field and removed for reuse. Reusable couplings are common in low-pressure agricultural, construction, and irrigation service, where the cost of permanent crimping cannot be justified.
| Coupling category | Installation method | Pressure class | What machine you need |
|---|---|---|---|
| Permanent crimped | Hydraulic crimper with matched die | Low, medium, high, ultra-high (up to 6,000 psi working pressure) | A hose crimper machine (radial segmented dies). |
| Permanent swaged | Swaging machine with tapered dies | Medium and high (cable, wire rope, some fluid) | A swager (axial-tangential dies). |
| Reusable field-attachable | Hand tools, no special machinery | Low (typically <300 psi) | No crimper required; the coupling screws together by hand. |
A buyer who has been using reusable field-attachable couplings and wants to upgrade to permanent crimped couplings is buying a new process, not just a new machine. The fitting inventory changes. The verification process changes. The crimp data sheet becomes mandatory. The hose crimper machine is the most visible part of the change, but it is not the only part.
Swaging, Crimping, and Pressing Compared
Swaging and crimping both join by plastic deformation, but the die kinematics differ. Pressing is a third method, with different kinematics again. The three should not be used interchangeably for hose work.
| Process | Die kinematics | Force direction | Standard application |
|---|---|---|---|
| Hose crimping | Segmented dies close in a single radial stroke around the ferrule. | Radial, all-direction. | Permanent hydraulic hose assemblies. |
| Swaging | Dies that separate and close; the workpiece is hammered or rolled through a tapered die. | Axial or tangential. | Cable and wire rope terminations; some low-pressure fluid fittings. |
| Shop pressing | A punch moves toward a lower die along a single axis. | Uniaxial. | Forging, clinching, blanking, deep drawing. Not production hose crimping. |
The reason radial crimping is the standard for hydraulic hose is engineering, not convention. The hose assembly has a fitting stem inside the hose and a ferrule outside. The fitting carries a hex nut, an elbow, or a flange that prevents the assembly from being drawn axially through a swaging die. Only radial segmented dies, which open like a camera shutter and close around the installed assembly, can produce a concentric crimp without disassembling the fitting. A shop press cannot do it without specialized tooling that, in effect, replicates the segmented-die kinematics of a hose crimper.
Comparison Table: What Each Term Usually Means
| Term | Typical force direction | Typical tooling | Typical application |
|---|---|---|---|
| Hose crimper machine | Radial (segmented dies, all directions) | Matched die set, factory calibrated | Permanent hydraulic hose assemblies |
| Hydraulic crimping machine | Radial or point (depends on die) | Interchangeable die families | Hose, cable terminals, lugs, wire |
| Hose press (dedicated) | Radial | Matched die set | Hose assemblies (same as crimper) |
| Hose press (improvised) | Uniaxial | Flat or custom tooling | Not recommended for production hose |
| Swager | Axial / tangential | Tapered ring or rotary | Cable terminations, some low-pressure fluid fittings |
A hose crimper machine is always a hydraulic crimping machine, but a hydraulic crimping machine is not always a hose crimper. And a hose press might be either, depending on who is using the word.
The Specifications That Matter More Than the Name
Whatever you call the machine, the specs below decide whether it can do your job.
| Specification | Why it decides fitness |
|---|---|
| Force direction | Radial segmented dies produce concentric crimps. Uniaxial presses do not, unless the tooling was specifically engineered. |
| Tonnage at the die | Must cover your maximum hose + fitting combination with margin. |
| Die system and matching | The die set must match the hose/fitting system and have a published target crimp diameter. |
| Setting method | Manual (count pumps), powered (set by die-to-die contact or pressure), or CNC (set by target diameter). |
| Maximum opening | Must accept the maximum fitting length, including elbows. |
| Voltage / power / air supply | Must match your site. |
| Verification support | Whether the machine supports first-piece measurement, batch records, functional test. |
A 137-ton radial-crimp hose crimper like the TRC P20 (3 kW motor, 32 L tank, 600–850 crimps per hour) and a 137-ton uniaxial shop press are not the same machine, even though the tonnage number matches. The first one will produce a defensible hydraulic hose assembly. The second one will not, unless significant engineering has gone into the tooling.
Don’t Confuse a Crimper with a Cutter
A related terminology trap. A hose cutter cuts the hose to length. A hose crimper attaches the fitting. They are completely different machines with different tooling, and both are needed in a working hose assembly line.
| Operation | What it does | TRC equipment |
|---|---|---|
| Cutting | Produces a square, clean end at the correct length. | TRC C250AC / C300 / C400F / C520A |
| Crimping | Permanently deforms the ferrule around the hose and fitting stem. | TRC P10HP through P175 |
| Skiving (when required) | Removes outer cover so the ferrule grips the wire directly. | TRC SH50 / S50 |
A buyer who orders a “hose crimper” when they actually need a cutter, or who assumes a cutter is included with the crimper, is a common source of missing equipment on a new line.
Don’t Confuse a Hose Crimper with a Cable or Terminal Crimper
A hydraulic crimping machine can be built for cable terminals, copper lugs, or wire connectors. Those machines use hex dies, point dies, or specialized die profiles, and they are not interchangeable with hose crimpers without significant reconfiguration.
If your application is hydraulic hose, order a hose crimper. If your application is cable terminals, order a terminal crimper. The category overlap is real, but the die systems are not interchangeable.
Which TRC Model Fits Which Term
| If the buyer says… | …the TRC model that fits is… |
|---|---|
| “I need a hose crimper machine for workshop production.” | TRC P20 (137 ton classic) or TRC P32A (200 ton value pick). |
| “I need a hydraulic crimping machine for hose assembly.” | Same — hose crimpers are a type of hydraulic crimping machine. |
| “I need a hose press for industrial pipe.” | TRC P165 or TRC P175 (dedicated industrial hose press). |
| “I need a hose crimper for my service truck.” | TRC P20CS (80 ton, 12 V). |
| “I need an entry-level hose crimper for a small shop.” | TRC P10HP or TRC P16HP. |
TRC equipment is built in a 5,000 m² CE/SGS/UL+ISO certified factory and serves more than 300 customers across 50+ countries, with a four-hour response window on technical inquiries.
Frequently Asked Questions
Is a hose crimper machine the same as a hydraulic crimping machine?
A hose crimper machine is a type of hydraulic crimping machine — one designed specifically for permanently attaching fittings to hydraulic hose, using radial segmented dies. A hydraulic crimping machine in the broader sense can also refer to tools for cable terminals, lugs, or wire, which use different die systems and are not interchangeable.
What is the difference between a hose crimper and a hose press?
Often nothing — “hose press” is sometimes used as a shorthand for a hose crimper. But “hose press” can also mean a general-purpose hydraulic press fitted with hose tooling, which is a different and usually inferior setup. If you are buying, confirm that the machine uses radial segmented dies and has a published target crimp diameter.
What is the difference between a hose crimper and a swager?
Force direction. A hose crimper applies radial force through segmented dies that close in a single stroke around the installed assembly. A swager applies axial or tangential force through dies that separate and close, often by hammering or rolling. Crimping is the standard for hydraulic hose, because radial segmented dies produce a concentric crimp around an installed fitting. Swaging is preferred for cable and wire-rope terminations, where the workpiece can be drawn through the die.
Can I use a hydraulic hose crimper for cable terminals?
Not without significant reconfiguration, and usually not at all. Hose crimpers use radial bowl, flat, or stepped dies matched to a hose ferrule. Cable terminals need hex or point dies matched to the terminal lug. For cable terminals, buy a dedicated terminal crimper. TRC’s nut crimping machines (NC20, NC30, NC40) are engineered for fitting and nut manufacturing, not for hydraulic hose — and vice versa.
Buyer question: why do suppliers use different names for the same machine?
Because the names come from different industrial traditions. Workshop and hose-assembly trade uses “hose crimper.” Broader industrial and electrical trade uses “hydraulic crimping machine.” Heavy industry and shorthand use “hose press.” The underlying machine is often the same; the die system and the application are what matter.
References and technical boundaries
- Wikipedia — Crimp (joining)). Reference for the general definition of crimping as a deformation-based joining process.
- Wikipedia — Hydraulic press. Reference for the Bramah press principle and the uniaxial force direction.
- Wikipedia — Hose coupling. Reference for the permanent vs reusable coupling distinction.
- Wikipedia — Swaging. Reference for the swaging die kinematics and the swaging vs crimping distinction.