

Table of Contents
Что такое a Hydraulic фитинг Crimper?
A hydraulic fitting crimper compresses a metal ferrule around a hydraulic hose and fitting to form a permanent, leak-proof seal. The tool uses crimping pressure to push segmented dies inward, reducing the ferrule diameter until it bonds with the hose reinforcement. This is the standard assembly method for hydraulic hose crimper systems worldwide.
On Reddit, a user in r/Hydraulics asked about a simple fitting crimper for home use: “I’m looking for a decent at-home hydraulic hose fitting crimper for 1/4″ to 1″ hose.” The thread drew 10+ replies — most recommended matching the die set to the specific fitting brand rather than buying a generic tool.
тот advice correct. fitting тип dictates die profile. использовать wrong die, и опрессовать будет either fail до pressure или damage fitting. этот guide covers matching logic.
5 фитинг Types You Will Encounter
Before you pick a hose fitting crimper, you need to know which fitting profile you are crimping. Each type has a specific ferrule shape, wall thickness, and crimp specification. Whether you use a hydraulic fitting press or a hydraulic hose fitting crimper, the fitting type always dictates the die profile.
| фитинг type | Structure | давление Range | Common Use |
|---|---|---|---|
| One-piece | обжимная гильза и stem a single unit | Up to 420 bar | Most OEM assemblies |
| Interlock | обжимная гильза locks over stem с a collar | Up to 700 bar | высокий-vibration applications |
| Reusable | Two-piece, field-attachable, no опрессовка needed | Up to 210 bar | Emergency repairs |
| BSP threaded | One-piece с BSP thread end | Up to 350 bar | European оборудование |
| SAE flange | Flanged head, bolt-on connection | Up to 420 bar | большой-diameter hoses (2″+) |
One-piece and interlock fittings account for about 85% of all hydraulic assemblies. Both require a crimper dies set matched to the manufacturer’s specification sheet. See Wikipedia: Piping Fittings for a broader overview of fitting types.
один-Piece vs Interlock: почему он Matters для ваш Die
A цельнолитой фитинг has a smooth outer обжимная гильза. The die compresses it uniformly. An фитинг interlock has a vЛиible collar that folds inward during опрессовка — the die must have a step profile to accommodate thЛи extra material. If you use a flat-profile die on an фитинг interlock, the collar will not fold, and the assembly will fail at давлениеs above 280 bar.
This is the single most common mistake when shops switch fitting suppliers. The hydraulic fitting crimping tool stays the same, but the die changes.
Die-to-фитинг Compatibility таблица
Below is the compatibility matrix for the 9 standard die series used with hydraulic crimper machines. TRC produces dies in all 9 series for its full product line.
| серия матриц | фитинг type | размер шланга диапазон | Profile | Steel Grade |
|---|---|---|---|---|
| G7 | One-piece (straight/45°/90°) | ¼″–2″ | Flat | Cr12MoV |
| G8 | Interlock (all angles) | ¼″–2″ | Step | Cr12MoV |
| X35 | One-piece (metric) | 6–51mm | Flat | Cr12MoV |
| X36 | Interlock (metric) | 6–51mm | Step | Cr12MoV |
| UN24 | Parker-style one-piece | ¼″–2″ | Flat | Cr12MoV |
| UN25 | Gates-style one-piece | ¼″–2″ | Flat | Cr12MoV |
| FC21 | Flange (SAE) | 1″–4″ | Deep pocket | Cr12MoV |
| NC20 | Nut опрессовать (fine-blank) | 6–42mm | Flat + locator | Cr12MoV |
| SK10 | Special (ball-тип) | ¼″–1″ | нестандартный | Cr12MoV |
All TRC dies are hardened to HRC 58–62 using Cr12MoV tool steel. The die seat (the ring that holds the dies) must maintain hardness ≥ HRC 60 to prevent deformation under repeated load cycles. This dual-hardness standard — die ≥ HRC 50, die seat ≥ HRC 60 — is the baseline for producing roundness and taper within 0.1mm, as required by ISO 8434 for hydraulic fitting assemblies.
Как Calculate диаметр опрессовки
Every фитинг производитель publЛиhes a crimp спецификация sheet. It lЛиts the target диаметр опрессовки for each hose-фитинг combination. Here Ли the formula:
Target диаметр опрессовки = обжимная гильза OD before crimp − (2 × Die Compression Depth)
In practice, you look it up rather than calculate. The specification sheet tells you the exact diameter to hit, typically measured with a vernier caliper accurate to 0.02mm. TRC’s tolerance is ±0.03mm (industry average is ±0.125mm).

3 Measurement Points After опрессовка
- Ferrule mouth — Should show visible compression marks. No gap between ferrule and hose outer cover.
- Ferrule center — Measure here with calipers. Must be within ±0.03mm of the spec sheet value.
- Ferrule tail — Should grip the hose tightly. If you can spin the hose, the crimp is too loose.
A user on r/Hydraulics reported: “I bought some ¼ Vevor hydraulic hose off Amazon and some JIC -4 crimps. The dies are off.” This is a classic die-fitting mismatch — the crimper was fine, but the die cavity did not match the ferrule profile of that specific fitting brand.
First-piece inspection rule: after calibrating the die for a new hose-fitting combination, crimp one test piece and measure the actual crimp diameter. The result must fall within the window of (minimum crimp size + 0.05mm) to (maximum crimp size − 0.05mm). If it falls outside this window, recalibrate before running production.
9 серия матриц Explained
When you buy a electric hydraulic hose crimper, it typically comes with 10–14 die sets in one or two series. Here is what each series covers:
| серия | Лучше всего для | Hose стандарты | Die Count |
|---|---|---|---|
| G7 | стандарт one-piece фитинги (DIN) | DIN EN 853, ISO 1436 | 14 размеры |
| G8 | Interlock фитинги (DIN) | DIN EN 856, ISO 3862 | 14 размеры |
| X35 | Metric one-piece | SAE J517, DIN EN 853 | 12 размеры |
| X36 | Metric interlock | SAE J517, DIN EN 856 | 12 размеры |
| UN24 | Parker-тип OEM replacements | SAE J517 | 14 размеры |
| UN25 | Gates-тип OEM replacements | SAE J517 | 14 размеры |
| FC21 | большой SAE flanges | SAE J518 | 6 sizes |
| NC20 | Fine-blank nut опрессовка | нестандартный | 10 размеры |
| SK10 | Ball-тип special фитинги | нестандартный | 8 sizes |
The two most common die series — G7 and UN24 — cover about 70% of all field crimping work. If you are starting a manual hydraulic hose crimper kit, buy G7 first and add other series as you encounter different fitting brands.

4 Matching Errors тот Cause Leaks
1. Wrong Die Profile on фитинг interlocks
Using flat-profile G7 die на interlock fitting. collar будет не fold, leaving gap между ferrule и stem. assembly holds при низкий pressure но fails above 280 bar. Always проверить если fitting имеет visible collar — если он does, использовать шаг-profile die (G8 или X36).
2. износ матрицы Beyond 10,000 Cycles
Dies lose their edge over time. After approximately 10,000 cycles, the die cavity expands by 0.05–0.10mm due to metal fatigue. This produces under-crimped assemblies.
измерять ваш опрессовать diameter regularly. если он drifts больше чем 0.05mm above spec, заменить die.
Beyond die wear, check the zero-taper crimping condition: the front and rear of the ferrule must compress by the same amount. If the machine has taper, the ferrule compresses more at one end — causing either pull-out risk (under-crimped end) or inner-tube damage (over-crimped end). TRC machines use a no-cumulative-error machining process on the die seat to maintain zero-taper across all 8 die segments.
TRC dies use Cr12MoV hardened to HRC 58+ for longer life — see the crimper dies and accessories page for replacement options.
3. Mixing фитинг Brands Within One комплект матриц
Parker and Gates фитинги have similar outer Габариты but different обжимная гильза wall thicknesses. A die calibrated for a Parker -8 фитинг will under-crimp a Gates -8 фитинг by 0.15mm. That Ли enough to cause a slow утечка at рабочее давление. Use the серия матриц matched to the фитинг brand (UN24 for Parker, UN25 for Gates).
4. снятие изоляции Errors Affecting качество опрессовки
If the hose is not skived to the correct length, the ferrule will grip rubber instead of the wire braid. The crimp looks fine but has no mechanical lock. For wire-braid hoses (DIN EN 853, SAE J517), external skiving is required for most one-piece fittings. Use a hose skiving machine to strip the outer cover to the exact length specified in the fitting datasheet.

который Crimper Matches ваш Fittings?
Not every crimping tool for hydraulic fittings handles every die series. Here is a quick selection guide based on machine type:
| Machine Type | Die Series Supported | лучший фитинг диапазон | Model Example |
|---|---|---|---|
| ручной (Ручной насос) | G7, G8, X35 | One-piece + interlock, ¼″–1½″ | P16HP |
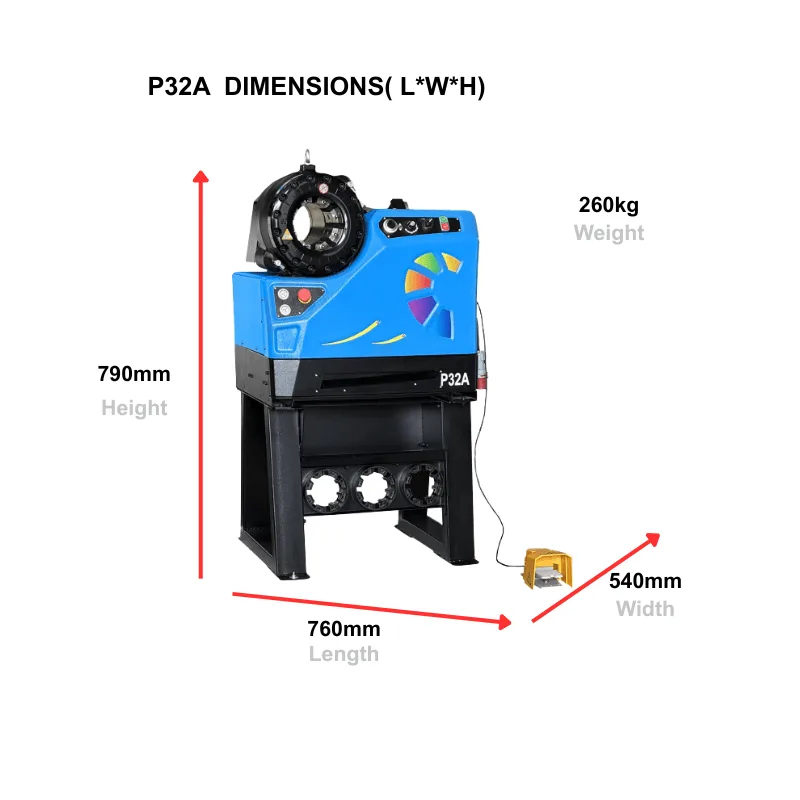
| электрический (bench-top) | All 9 series | Full диапазон, ¼″–2″ | P32A |
| Portable (battery) | G7, G8, X35 | Field one-piece, ¼″–1″ | P20CS |
| Heavy-duty (CNC) | All + FC21 | Flange + большой-bore, 2″–6″ | 120L |
For shops running 50+ crimps per day, a electric hydraulic hose crimper with automatic die recognition is worth the investment. The machine reads the die ID and loads the correct crimp specification — no manual lookup needed. See the crimping machine guide for a detailed breakdown.
Need the Right Die for Your фитинги?
TRC stocks 150+ комплект матрицs across all 9 серия. Send us your фитинг part numbers and we will match the dies.
Часто задаваемые вопросы
можно one hydraulic фитинг crimper handle все фитинг types?
Yes, if it supports multiple серия матриц. A bench-top электрический crimper like the P32A accepts all 9 серия матриц, covering one-piece, interlock, фланец, and special фитинги. ручной and переносной модели typically support 2–3 серия.
Как мне know which серия матриц to use?
проверить фитинг производитель’s datasheet. It specifies die series и target диаметр опрессовки. If datasheet unavailable, измерять обжимная гильза OD и compare it against die cavity Габариты в crimper’s ручной.
Что happens if I use the wrong die?
Three outcomes: under-crimp (утечка at рабочее давление), over-crimp (hose reinforcement damaged, burst rЛиk), or фитинг deformation (резьба damage on BSP or SAE фланец types). All three are dangerous in высокого давления системаs.
Do I нужен различный dies для DIN и SAE фитинги?
Yes. DIN (metric) фитинги use X35/X36 серия матриц. SAE (imperial) фитинги use G7/G8 or UN24/UN25. The обжимная гильза Габариты differ even for the same nominal размер шланга.
как often should I заменить опрессовка dies?
Every 5,000–10,000 cycles, or when crimp diameter drifts more than 0.05mm from spec. TRC dies in Cr12MoV at HRC 58–62 typically last 8,000+ cycles in normal shop conditions. The nut crimping machine NC series uses the same steel grade for consistent die life.
можно I опрессовать stainless сталь фитинги с стандарт dies?
нет. Stainless ferrules имеет higher hardness и требовать dies с wider cavities до account для reduced compression. Using standard dies на stainless fittings leads до свыше-опрессовать и die damage. контакт die manufacturer для stainless-specific profiles.
What допуск для a correct опрессовать?
TRC’s production допуск ±0.03mm. industry average ±0.125mm. для critical applications (горнодобывающая промышленность, морской), tighter допуск reduces отказ rate by an estimated 60%. Always измерять с a vernier caliper после every опрессовать.
Do I нужен до skive hose перед опрессовка?
For one-piece fittings on wire-braid hoses (DIN EN 853 / ISO 8434), external skiving is required. For interlock fittings and spiral hoses (DIN EN 856), skiving depends on the fitting design — check the datasheet.
можно a ручной crimper produce тот же качество as an электрический one?
Yes, for the crimp itself. The die does the work, not the power source. However, manual crimpers have slower cycle times (15–30 sec vs 6–10 sec), and operator fatigue can cause inconsistent crimp force after 20–30 assemblies. For production volumes above 50 per day, electric hydraulic hose crimper machines are more consistent.





