

Tabla de Contenidos
- ¿Qué es una prensadora de conexiones hidráulicas?
- 5 tipos de conexiones que encontrará
- Tabla de compatibilidad matriz-conexión
- Cómo calcular el diámetro de prensado
- 9 series de matrices explicadas
- 4 errores de correspondencia que causan fugas
- ¿Qué prensadora coincide con sus conexiones?
- Preguntas frecuentes
¿Qué es una prensadora de conexiones hidráulicas?
A hydraulic fitting crimper compresses a metal ferrule around a hydraulic hose and fitting to form a permanent, leak-proof seal. The tool uses crimping pressure to push segmented dies inward, reducing the ferrule diameter until it bonds with the hose reinforcement. This is the standard assembly method for hydraulic hose crimper systems worldwide.
On Reddit, a user in r/Hydraulics asked about a simple fitting crimper for home use: “I’m looking for a decent at-home hydraulic hose fitting crimper for 1/4″ to 1″ hose.” The thread drew 10+ replies — most recommended matching the die set to the specific fitting brand rather than buying a generic tool.
Ese consejo es correcto. El tipo de conexión dicta el perfil de la matriz. Use la matriz equivocada y el prensado fallará bajo presión o dañará la conexión. Esta guía cubre la lógica de correspondencia.
5 tipos de conexiones que encontrará
Before you pick a hose fitting crimper, you need to know which fitting profile you are crimping. Each type has a specific ferrule shape, wall thickness, and crimp specification. Whether you use a hydraulic fitting press or a hydraulic hose fitting crimper, the fitting type always dictates the die profile.
| Tipo de conexión | Structure | Rango de presión | Common Use |
|---|---|---|---|
| Una pieza | Ferrule and stem are a single unidad | Up to 420 bar | Most OEM ensamblajes |
| Interlock | Ferrule locks over the stem with a collar | Up to 700 bar | High-vibration aplicaciones |
| Reusable | Two-piece, field-attachable, no crimping needed | Up to 210 bar | Emergency repairs |
| BSP threaded | One-piece with BSP rosca end | Up to 350 bar | European equipo |
| SAE flange | Flanged head, bolt-on connection | Up to 420 bar | Large-diameter hoses (2″+) |
One-piece and interlock fittings account for about 85% of all hydraulic assemblies. Both require a crimper dies set matched to the manufacturer’s specification sheet. See Wikipedia: Piping Fittings for a broader overview of fitting types.
Una pieza vs Interlock: por qué importa para su matriz
Una conexión de una pieza tiene una férula exterior lisa. La matriz la comprime uniformemente. Una conexión interlock tiene un cuello visible que se pliega hacia adentro durante el prensado — la matriz debe tener un perfil escalonado para acomodar este material extra. Si usa una matriz de perfil plano en una conexión interlock, el cuello no se plegará y el conjunto fallará a presiones superiores a 280 bar.
This is the single most common mistake when shops switch fitting suppliers. The hydraulic fitting crimping tool stays the same, but the die changes.
Tabla de compatibilidad matriz-conexión
Below is the compatibility matrix for the 9 standard die series used with prensa hidráulica machines. TRC produces dies in all 9 series for its full product line.
| Serie de Matrices | Tipo de conexión | Rango de Tamaños de Manguera | Profile | Steel Grade |
|---|---|---|---|---|
| G7 | One-piece (straight/45°/90°) | ¼″–2″ | Flat | Cr12MoV |
| G8 | Interlock (all angles) | ¼″–2″ | Step | Cr12MoV |
| X35 | One-piece (metric) | 6–51mm | Flat | Cr12MoV |
| X36 | Interlock (metric) | 6–51mm | Step | Cr12MoV |
| UN24 | Parker-style one-piece | ¼″–2″ | Flat | Cr12MoV |
| UN25 | Gates-style one-piece | ¼″–2″ | Flat | Cr12MoV |
| FC21 | Flange (SAE) | 1″–4″ | Deep pocket | Cr12MoV |
| NC20 | Nut crimp (fine-blank) | 6–42mm | Flat + locator | Cr12MoV |
| SK10 | Special (ball-type) | ¼″–1″ | Personalizadas | Cr12MoV |
All TRC dies are hardened to HRC 58–62 using Cr12MoV tool steel. The die seat (the ring that holds the dies) must maintain hardness ≥ HRC 60 to prevent deformation under repeated load cycles. This dual-hardness standard — die ≥ HRC 50, die seat ≥ HRC 60 — is the baseline for producing roundness and taper within 0.1mm, as required by ISO 8434 for hydraulic fitting assemblies.
Cómo calcular el diámetro de prensado
Cada fabricante de conexiones publica una hoja de especificaciones de prensado. Lista el diámetro objetivo de prensado para cada combinación de manguera y conexión. Aquí está la fórmula:
Diámetro objetivo de prensado = DE de la férula antes del prensado − (2 × Profundidad de compresión de la matriz)
In practice, you look it up rather than calculate. The specification sheet tells you the exact diameter to hit, typically measured with a vernier caliper accurate to 0.02mm. TRC’s tolerance is ±0.03mm (industry average is ±0.125mm).

3 puntos de medición después del prensado
- Ferrule mouth — Should show visible compression marks. No gap between ferrule and hose outer cover.
- Ferrule center — Measure here with calipers. Must be within ±0.03mm of the spec sheet value.
- Ferrule tail — Should grip the hose tightly. If you can spin the hose, the crimp is too loose.
A user on r/Hydraulics reported: “I bought some ¼ Vevor hydraulic hose off Amazon and some JIC -4 crimps. The dies are off.” This is a classic die-fitting mismatch — the crimper was fine, but the die cavity did not match the ferrule profile of that specific fitting brand.
First-piece inspection rule: after calibrating the die for a new hose-fitting combination, crimp one test piece and measure the actual crimp diameter. The result must fall within the window of (minimum crimp size + 0.05mm) to (maximum crimp size − 0.05mm). If it falls outside this window, recalibrate before running production.
9 series de matrices explicadas
When you buy a electric hydraulic hose crimper, it typically comes with 10–14 die sets in one or two series. Here is what each series covers:
| Serie | Ideal para | Normas de manguera | Número de matrices |
|---|---|---|---|
| G7 | norma conexión de una piezas (DIN) | DIN EN 853, ISO 1436 | 14 tamaños |
| G8 | conexión interlocks (DIN) | DIN EN 856, ISO 3862 | 14 tamaños |
| X35 | Metric one-piece | SAE J517, DIN EN 853 | 12 tamaños |
| X36 | Metric interlock | SAE J517, DIN EN 856 | 12 tamaños |
| UN24 | Parker-type OEM reemplazos | SAE J517 | 14 tamaños |
| UN25 | Gates-type OEM reemplazos | SAE J517 | 14 tamaños |
| FC21 | Large bridas SAEs | SAE J518 | 6 sizes |
| NC20 | Fine-blank nut prensado | Personalizadas | 10 tamaños |
| SK10 | Ball-type special fittings | Personalizadas | 8 sizes |
The two most common die series — G7 and UN24 — cover about 70% of all field crimping work. If you are starting a manual hydraulic hose crimper kit, buy G7 first and add other series as you encounter different fitting brands.

4 errores de correspondencia que causan fugas
1. Perfil de matriz equivocado en conexiones interlock
Usar una matriz G7 de perfil plano en una conexión interlock. El cuello no se plegará, dejando un hueco entre la férula y el vástago. El conjunto aguanta a baja presión pero falla por encima de 280 bar. Siempre verifique si la conexión tiene un cuello visible — si lo tiene, use una matriz de perfil escalonado (G8 o X36).
2. Desgaste de matrices más allá de 10.000 ciclos
Dies lose their edge over time. After approximately 10,000 cycles, the die cavity expands by 0.05–0.10mm due to metal fatigue. This produces under-crimped assemblies.
Mida el diámetro de prensado regularmente. Si se desvía más de 0,05 mm por encima de la especificación, reemplace la matriz.
Beyond die wear, check the zero-taper crimping condition: the front and rear of the ferrule must compress by the same amount. If the machine has taper, the ferrule compresses more at one end — causing either pull-out risk (under-crimped end) or inner-tube damage (over-crimped end). TRC machines use a no-cumulative-error machining process on the die seat to maintain zero-taper across all 8 die segments.
TRC dies use Cr12MoV hardened to HRC 58+ for longer life — see the crimper dies and accessories page for replacement options.
3. Mezclar marcas de conexiones en un mismo juego de matrices
Las conexiones Parker y Gates tienen dimensiones exteriores similares pero diferentes grosores de pared de férula. Una matriz calibrada para una conexión Parker -8 producirá un prensado insuficiente en una conexión Gates -8 por 0,15 mm. Eso es suficiente para causar una fuga lenta a presión de trabajo. Use la serie de matrices correspondiente a la marca de conexión (UN24 para Parker, UN25 para Gates).
4. Errores de pelado que afectan la calidad del prensado
If the hose is not skived to the correct length, the ferrule will grip rubber instead of the wire braid. The crimp looks fine but has no mechanical lock. For wire-braid hoses (DIN EN 853, SAE J517), external skiving is required for most one-piece fittings. Use a hose skiving machine to strip the outer cover to the exact length specified in the fitting datasheet.

¿Qué prensadora coincide con sus conexiones?
Not every crimping tool for hydraulic fittings handles every die series. Here is a quick selection guide based on machine type:
| Machine Type | serie de matrices Supported | Best conexión Range | Model Example |
|---|---|---|---|
| Manual (bomba de mano) | G7, G8, X35 | One-piece + interlock, ¼″–1½″ | P16HP |
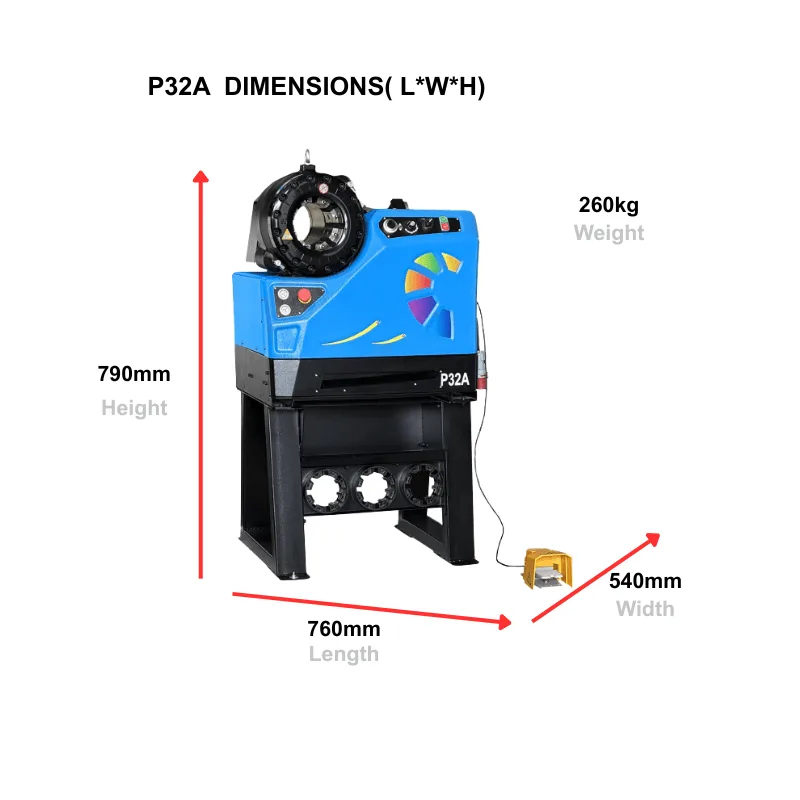
| eléctrica (bench-top) | All 9 series | Full range, ¼″–2″ | P32A |
| Portátil (A Batería) | G7, G8, X35 | Field one-piece, ¼″–1″ | P20CS |
| de servicio pesado (CNC) | All + FC21 | brida + large-bore, 2″–6″ | 120L |
For shops running 50+ crimps per day, a electric hydraulic hose crimper with automatic die recognition is worth the investment. The machine reads the die ID and loads the correct crimp specification — no manual lookup needed. See the crimping machine guide for a detailed breakdown.
¿Necesita la matriz adecuada para sus conexiones?
TRC tiene en stock más de 150 juegos de matrices en las 9 series. Envíenos los números de pieza de sus conexiones y le asignaremos las matrices correspondientes.
Preguntas Frecuentes
¿Puede una prensadora de conexiones hidráulicas manejar todos los tipos de conexiones?
Sí, si admite múltiples series de matrices. Una prensadora eléctrica de banco como la P32A acepta las 9 series de matrices, cubriendo conexiones de una pieza, interlock, brida y especiales. Los modelos manuales y portátiles típicamente admiten 2-3 series.
¿Cómo sé qué serie de matrices usar?
Check the fitting manufacturer’s datasheet. It specifies the die series and target crimp diameter. If the datasheet is unavailable, measure the ferrule OD and compare it against the die cavity dimensions in the crimper’s manual.
¿Qué pasa si uso la matriz equivocada?
Tres resultados: prensado insuficiente (fuga a presión de trabajo), prensado excesivo (refuerzo de la manguera dañado, riesgo de reventón) o deformación de la conexión (daño de rosca en tipos BSP o brida SAE). Los tres son peligrosos en sistemas de alta presión.
¿Necesito diferentes matrices para conexiones DIN y SAE?
Sí. Las conexiones DIN (métricas) usan las series de matrices X35/X36. Las conexiones SAE (imperiales) usan G7/G8 o UN24/UN25. Las dimensiones de la férula difieren incluso para el mismo tamaño nominal de manguera.
¿Con qué frecuencia debo reemplazar las matrices de prensado?
Every 5,000–10,000 cycles, or when crimp diameter drifts more than 0.05mm from spec. TRC dies in Cr12MoV at HRC 58–62 typically last 8,000+ cycles in normal shop conditions. The nut crimping machine NC series uses the same steel grade for consistent die life.
¿Puedo prensar conexiones de acero inoxidable con matrices estándar?
No. Las férulas de acero inoxidable tienen mayor dureza y requieren matrices con cavidades más anchas para compensar la compresión reducida. Usar matrices estándar en conexiones de acero inoxidable produce prensado excesivo y daño a la matriz. Contacte al fabricante de matrices para perfiles específicos para acero inoxidable.
¿Cuál es la tolerancia para un prensado correcto?
TRC’s production tolerance is ±0.03mm. The industry average is ±0.125mm. For critical applications (mining, marine), the tighter tolerance reduces the failure rate by an estimated 60%. Always measure with a vernier caliper after every crimp.
¿Necesito descascarillar la manguera antes del prensado?
For one-piece fittings on wire-braid hoses (DIN EN 853 / ISO 8434), external skiving is required. For interlock fittings and spiral hoses (DIN EN 856), skiving depends on the fitting design — check the datasheet.
¿Puede una prensadora manual producir la misma calidad que una eléctrica?
Yes, for the crimp itself. The die does the work, not the power source. However, manual crimpers have slower cycle times (15–30 sec vs 6–10 sec), and operator fatigue can cause inconsistent crimp force after 20–30 assemblies. For production volumes above 50 per day, electric hydraulic hose crimper machines are more consistent.





