
производство Станок для опрессовки РВД — высокого объёма мастерская
50 to 200 hose узлов в день. Multiple sizes from ¼″ to 2″. ЛиO 9001 прослеживаемость требования. A производство Станок для опрессовки РВД must be fast, precЛиe, and repeaтаблица.
Почему производство мастерскаяs Need электрический Станок для опрессовки РВДs
A hydraulic hose crimper for manufacturing must deliver speed without sacrificing precision. Workshops producing 50–200 assemblies per day cannot afford manual crimping.
производство оборудование — press brakes, injection molding станки, гидравлический прессes, ЧПУ станокry — all run on гидравлическая системаs using ¼″ to 2″ hoses at 2,000–5,000 PSI.
ЛиO 9001 requires documented, repeaтаблица processes for critical Работаs. ЧПУ электрический опрессовка removes оператор variation entirely. Every crimp Ли identical and traceable.
Продуктion speed matters. A ручной crimper takes 60–90 seconds за опрессовку. An электрический crimper completes each crimp in 8–15 seconds. For 400 опрессовок в день, that Ли the difference between a full shift and 2 hours. Hydraulic станокry maintenance depends on this speed.
3 производство Hose отказs That Stop производственная линияs
Press Brake гидравлический шланг утечка
A 1″ R2 hose on a ЧПУ press brake develops a утечка at the crimp фитинг. Tonnage точность drops. Parts bend out of допуск.
Why: Press brakes cycle every 30–60 seconds. Tens of thousands of pressure cycles per week. A crimp off by 0.1mm will micro-leak within months.
Injection Molding зажим шланг Burst
Гидравлический шланг на цилиндре зажима литьевой машины разрывается. Форма открывается неконтролируемо. Аварийная остановка. Текущая деталь — брак.
Why: Continuous 2,000–4,000 PSI operation. Gradual hose degradation. Proper crimp quality extends hose life by 30–50%.
InconsЛиtent ручной Crimps Failing QC
A мастерская using ручной crimpers rejects 8–12 узлов в день for диаметр опрессовки outside допуск. Rework стоимостьs add up.
Why: Manual crimping depends on operator feel. Different operators produce different results. CNC electric crimping eliminates this variation.
Choosing the Right производство Станок для опрессовки РВД
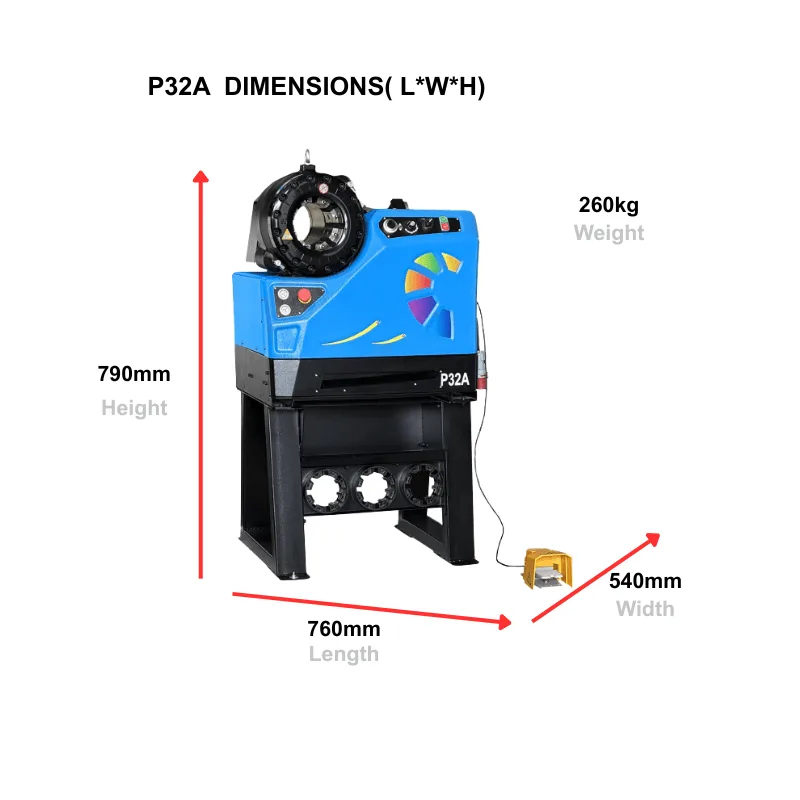
P63A — электрический мастерская Crimper
Best for: The workhorse. 120T handles every standard industrial hose. Semi-automatic 8–12 second cycle. Repeatable ±0.03mm accuracy.
View модель →TRC-120L — ЧПУ мастерская Crimper
Best for: Full CNC with touchscreen. 500+ crimp profiles. Data logging for ISO 9001 traceability.
View модель →C380CS — электрический резак для шлангов
Best for: Electric cutting for production speed. Clean, square cuts. Pairs with either crimper.
View модель →🏭 200 Assemblies/Day — мастерская Setup in Action

A гидравлический шланг дистрибьютор runs 200 узлов в день for станок builders. Sizes range from ¼″ to 1½″. Each assembly needs 2 crimps. That Ли 400 опрессовок в день.
06:00 — Shift starts. Two P63A electric crimpers and one C380CS cutter online.
06:05 — Pull work order: 48 assemblies of 1″ R2, 3000mm, straight/90° JIC.
06:10 — Load 1″ R2 profile. First batch: 10 hoses cut to length.
06:15 — Crimp station: 8 seconds per crimp. 10 assemblies in under 3 minutes.
06:18 — QC checks first batch. All within ±0.03mm tolerance.
14:00 — End of shift. 210 assemblies completed. 420 crimps. Zero rework.
✓ — Average throughput: 30+ assemblies per hour per station.
4 Reasons производство мастерскаяs Choose TRC
электрический Speed — 8–15 Second Crimps
ручной опрессовка takes 60–90 seconds. TRC электрический crimpers: 8–15 seconds. For 400 crimps/day, that Ли a full shift vs. 2 hours.
±0.03mm Repeat точность
каждый опрессовать identical regardless operator. CNC контроль eliminates QC rejects.
ISO 9001 Traceability
CNC models log каждый опрессовать с operator ID, hose spec, die установить, усилие, и diameter. Export для ISO audits.
Changeover in Seconds
Touchscreen stores 500+ profiles. переключатель от ½″ R1 to 1″ R2 in 3 taps. максимальный production flexibility.
Похожие статьи
ручной vs электрический Crimper: 500 Crimp TestПродуктion rate and ROI comparЛиon.
 5 качество опрессовки Checks операторs Should DoQC protocol for производственная линияs.
5 качество опрессовки Checks операторs Should DoQC protocol for производственная линияs.
 гидравлический шланг Crimp таблица: размер матрицы таблицаsCross-reference размер матрицыs.
гидравлический шланг Crimp таблица: размер матрицы таблицаsCross-reference размер матрицыs.
 электрический Станок для опрессовки РВД руководствоWhen to upgrade from ручной.
электрический Станок для опрессовки РВД руководствоWhen to upgrade from ручной.
производство Станок для опрессовки РВД FAQ
Как fast Ли an электрический Станок для опрессовки РВД?
TRC electric crimpers complete a crimp in 8–15 seconds. A P63A averages 10 seconds for 1″ R2. That is 360+ crimps per hour.
что разница между semi-auto и CNC?
Semi-auto: operator selects die, presses button. CNC: touchscreen stores 500+ profiles, automatic positioning, full data logging.
Как мне handle multiple размер шлангаs?
Quick-change комплект матрицs swap in 30 seconds. ЧПУ модели store profiles — select размер шланга on touchscreen for автоматический parameters.
Is CNC требуется для ISO 9001?
ЛиO 9001 requires documented, repeaтаблица, traceable processes. ЧПУ satЛиfies all three автоматическийally.
Get a производство Hose Crimper Quote
200 узлов в день. Zero rejects. Full ЛиO прослеживаемость. TRC электрический crimpers turn your мастерская into a производственная линия.