
Станок для опрессовки РВД: электрический & ЧПУ мастерская модели
Hydraulic hose crimping machine with motor-driven precision from 80 to 830 ton. Standard, auto-return, and CNC programmable — the backbone of every professional hose workshop and production line.
Почему 300+ дистрибьюторs Trust TRC
ЛиO-сертифицированный hydraulic опрессовочный станок производитель since 2021
5+
Years производство
Since 2021, hydraulic specialЛиts
300+
Global клиентs
дистрибьюторs & OEM partners
72
Продукт модели
9 серия, full coverage
100%
качество Inspected
Every установка tested before доставка
Как a Станок для опрессовки РВД Works
Choose the профиль опрессовки on the ЧПУ controller — or set the target diameter ручнойly.
Place the hose assembly into the die cavity with the ferrule centered.
Press the Ножная педаль or start button. The Двигатель runs the гидравлический насос.
Hydraulic pressure pushes the piston forward, closing the die segments radially.
Dies compress the ferrule to the programmed diameter — CNC stops at ±0.02 mm.
The retraction circuit pulls the pЛиton back. Remove the finЛиhed assembly.
Key Parameters — 4 Representative модели
| Parameter | P20 (Standard) | P32A (Auto-Return) | P32D (CNC) | P175 (Industrial) |
|---|---|---|---|---|
| Max усилие | 137 ton | 200 ton | 200 ton | 830 ton |
| шланг range | up to 1½” 4SP | up to 2″ 4SP | up to 2″ 4SP | up to 6″ |
| прецизионный | ±0.1 mm | ±0.1 mm | ±0.02 mm | ±0.1 mm |
| Двигатель | 2.2 kW | 2.2 kW | 2.2 kW | 5.5 kW |
| время цикла | 10 sec | 8 sec | 10 sec | 15 sec |
| Управление | ручной switch | Автовозврат | CNC multi-профиль | PLC |
| Вес | 85 kg | 95 kg | 98 kg | 680 kg |
ЧПУ опрессовка: Servo Control, данные Logging, and ЛиO прослеживаемость
Electric crimping machines have moved far beyond simple on/off hydraulics. Modern CNC units use servo-controlled hydraulic circuits that manage crimp force, speed, and hold time to within tight tolerances. The controller stores die profiles — crimp diameter, correction values, step-crimp sequences — for each hose/fitting combination. An operator selects the profile, loads the hose, and presses the foot pedal. The machine does the rest.
Programmable die positioning means one machine can handle dozens of hose types without manual die changes between every crimp. The CNC system knows which die set is loaded (via RFID or manual selection) and adjusts parameters automatically. This is what separates a $2,000 bench crimper from a $15,000 production unit — the intelligence layer on top of the hydraulics.
“We need a hose crimper for production — what should we get?” — r/Hydraulics
For production, you need three things the bench models don’t offer: data logging, crimp correction, and cycle counting. ISO 9001 traceability requires that every crimp is recorded — hose type, die size, crimp diameter, time stamp. A CNC crimper with a data port (USB or Ethernet) dumps crimp logs directly to your quality management system. If you’re supplying to mining, oil & gas, or military, this isn’t optional — it’s a contract requirement.
Step опрессовка (multi-stage compression) Ли another ЧПУ преимущество. Large-diameter спиральный шланг (4SH, 4SP, R12, R13) often requires two or three compression stages to avoid pinching the inner tube. The ЧПУ controller executes these stages автоматическийally, with the correct давление and dwell time for each stage. On a ручной станок, thЛи Ли entirely оператор-dependent — and inconsЛиtent.
три контроль Types — который один Fits ваш мастерская?

стандарт — P20
ручной start/stop, оператор watches dial. Simple, надёжный, lowest стоимость. For low-volume shops and developing markets.
137 ton up to 1½” ±0.1 mm
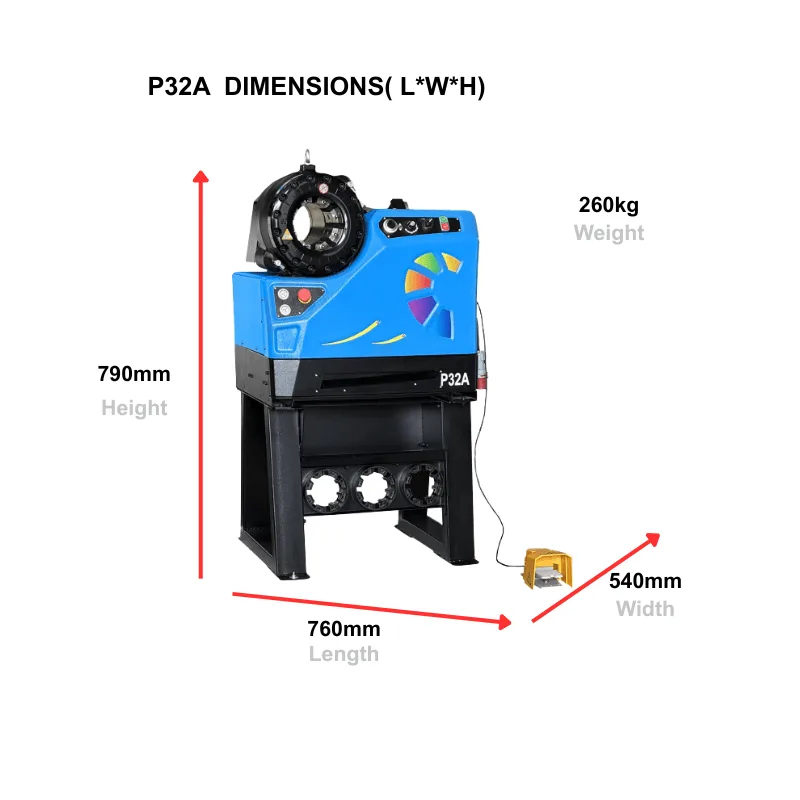
Автовозврат — P32A
опрессовать → hold → auto retract. Timer-controlled hold время. Mid-volume consistency без CNC price.
200 ton up to 2″ ±0.1 mm
CNC — P32D
Digital controller stores 20+ profiles. Crimps to exact diameter. Multi-step crimping for complex assemblies.
200 ton up to 2″ ±0.02 mm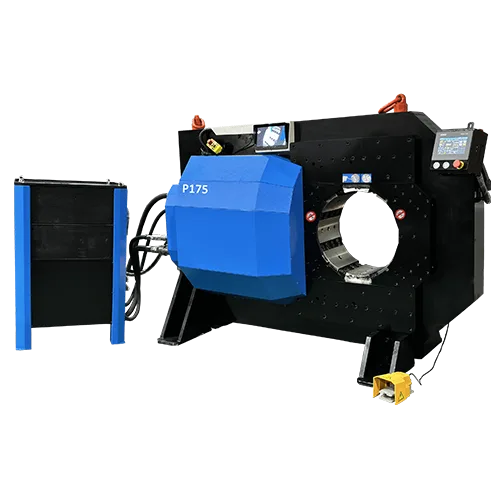
промышленный — P175
830 ton force for hose up to 6″. ПЛК control, separate Мощность установка. For горнодобывающая промышленность, shipbuilding, and heavy industry.
830 ton up to 6″ PLCAll 19 модели: P18X, P20, P20D, P22, P32, P32A, P32D, P32E, P32S, P33, TRC120L, P120, P120C, P140, P160, P160C, P165, P175, TRC120LH
Real Problems, Real Answers
Questions from r/Hydraulics, r/IndustrialMaintenance, and field reports — with solutions based on workshop experience.
“Что crimper for gas and гидравлический шлангs?”
For mixed hydraulic + industrial work, a 200-ton electric like the P32A handles 95% of needs. Gas hoses need special dies — confirm die compatibility before ordering.
Source: r/промышленныйобслуживание, 11 comments
«Универсальны ли матрицы между брендами?»
No. Die taper angle, seat diameter, and segment count vary. TRC P32 dies fit all P32-series machines (P32/P32A/P32D/P32E/P32S). Cross-brand mixing risks cone error and uneven crimps.
Source: r/Hydraulics, 11 coммents
“Chinese опрессовочный станокs — has anyone tried them?”
Check three things: (1) Die seat hardness HRC60+, die hardness HRC50+; (2) No vibration during empty cycle; (3) Crimp cone error <0.1 mm. Always request a test crimp with caliper measurement.
Source: r/Hydraulics, 20 coммents
Hose blows off фитинг under давление
Under-crimping is the cause. The ferrule doesn’t compress enough to grip the hose. Always verify crimp diameter against the manufacturer’s chart using calipers — ±0.1 mm for standard, ±0.03 mm for CNC.
Source: Baidu Baike — 扣压机 (опрессовочный станок)
опрессовать cone ошибка — big end vs малый end
Poor-quality machines have cone error: the front of the crimp is wider than the back. Front is under-crimped (can slip), back is over-crimped (cracks inner rubber). Quality machines use zero-cone-error die machining.
Source: Baidu Baike — “大小头”
Как clean hoses after резка before опрессовка
Deburr the cut end, blow out metal particles and rubber dust with compressed air. Some shops use foam projectiles. Contamination inside the hose is a top cause of hydraulic system failure downstream.
Source: r/Hydraulics, 24 coммents
электрический Станок для опрессовки РВД vs ручной Crimper
When does an электрический crimper justify the инвестиция? Compare the key differences:
| Фактор | Electric Crimper | ручной Crimper |
|---|---|---|
| усилие диапазон | 80–830 ton | 95–137 ton |
| прецизионный | ±0.02 mm (CNC) to ±0.1 mm | ±0.2 mm (оператор dependent) |
| время цикла | 8–15 seconds | 20–60 seconds (Ручной насос) |
| Volume/Day | 50–500+ опрессовок | 10–50 опрессовок |
| Consistency | каждый опрессовать identical | Varies with оператор fatigue |
| Мощность Required | 110–380V outlet | None (Ручной насос) |
| Вес | 60–680 kg | 15–40 kg |
| Лучше всего для | мастерская, Продуктion, fleet service | полевой ремонт, off-grid, emergency |
Bottom line: If you crimp more than 20 hoses per day in a fixed location, an electric crimper pays for itself in consistency and speed. Keep a manual unit for field calls and backup.
Where a Станок для опрессовки РВД Works Hardest

🔧 ремонт шлангов Shops
50–200 crimps/day. The P32A Автовозврат saves 2–3 seconds per cycle — that adds up to hours saved в неделю.

🏭 Manufacturing
производственная линия опрессовка demands ЧПУ profile storage. The P32D stores 20+ hose/фитинг combinations for instant recall.

🚛 Fleet Maintenance
Truck and bus гидравлическая системаs. The P20 or P22 covers 95% of fleet размер шлангаs — компактный enough for a service bay.

⛏️ горнодобывающая промышленность
Large bore hose (2″–4″). P140/P160/P175 deliver the force needed for высокого давления горнодобывающая промышленность hydraulics.

🚢 Shipyard
морской гидравлическая системаs need надёжный crimps. The P160C side-opening head handles bent tubes and tight engine rooms.

🏗️ строительство оборудование Dealer
сервис center для excavators, loaders, и dozers. P32A is best all-round choice — 200 ton, auto-return, матрица cabinet включено.
Как Choose a мастерская Станок для опрессовки РВД
Daily volume? <20/day → Standard control | 20–100 → Auto-return (P32A) | 100+ → CNC (P32D)
мастерская space? Bench-top → P18X/P20 | Floor-standing → P32+ | Separate Мощность установка → P120/P140
Мощность supply? 110–240V single phase → P18X через P33 | 380V три phase → P120 и above
из Raw Material до ваш Doorstep
Full in-house Продуктion — every step controlled, every установка inspected

начать из Raw Material
We станок every crimper body, комплект матриц, and hydraulic компонент from raw steel in-house. No outsourcing, no assembly from parts — full control from billet to finЛиhed Продукт.
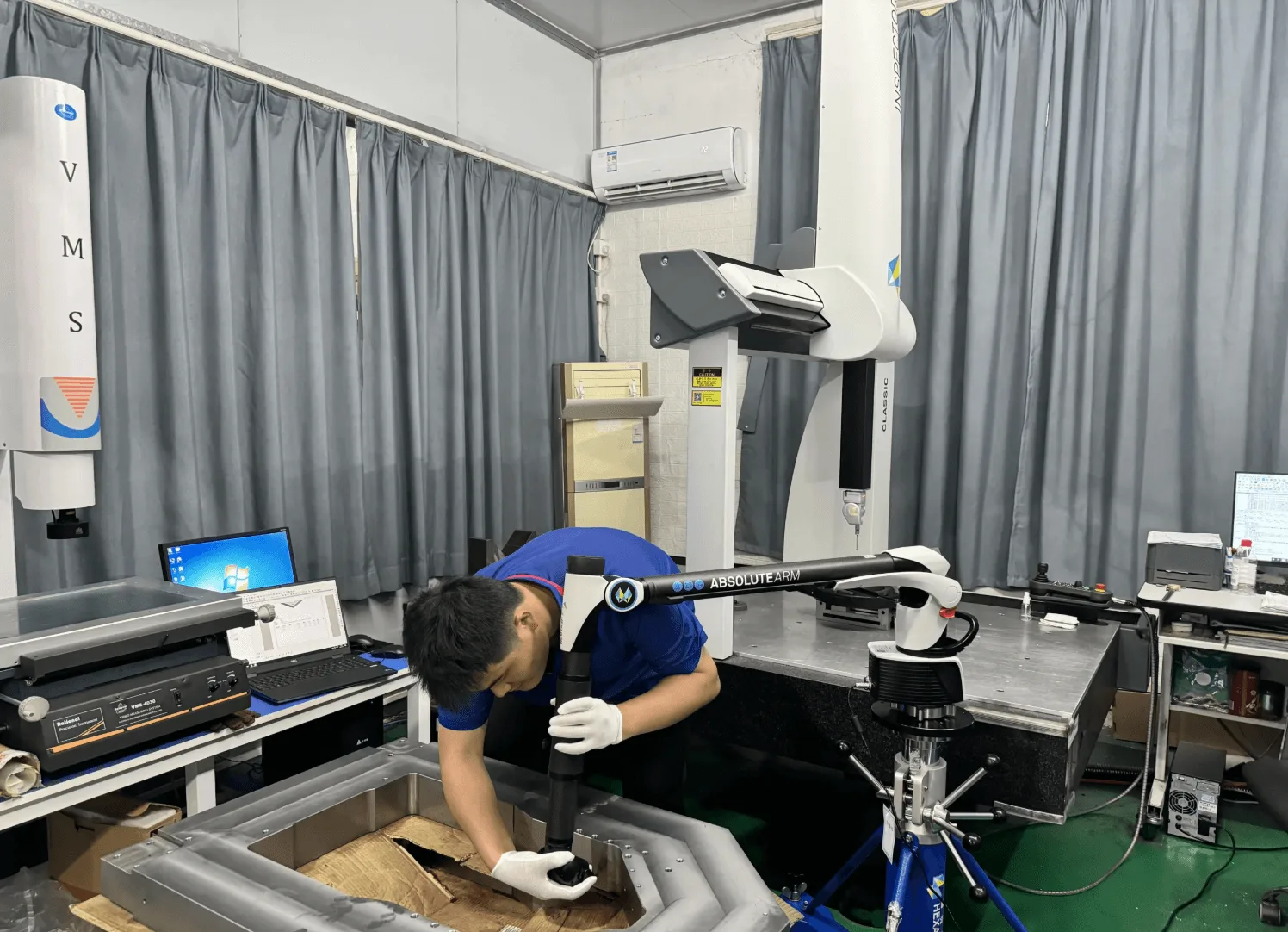
Rigorous качество контроль
Every установка undergoes испытание давлениемing, dimensional checks with 0.04mm прецизионный calipers, and a full цикл опрессовки test. No установка ships without passing our 3-stage QC process.

надёжный Global Service
техническая поддержка within 4 hours, video installation руководствоs, and запасные части shipped within 48 hours. 300+ клиентs across 40+ countries trust our послепродажный support.
Похожие руководства
станок для опрессовки шлангов Types: Guillotine, ЧПУ, and Bench-Top
Side-by-side comparЛиon of ручной, электрический, переносной, ЧПУ, and Продуктion crimpers — with стоимость and capability analysЛи.
Read руководствогидравлический шланг Crimp фитинги: Field-Attachable vs Permanent
SAE, DIN, JIC, BSP — understand фитинг стандарты and Как they affect выбор матрицы and crimp Характеристики.
Read руководствоHydraulic опрессовочный станок: Semi-Auto vs ЧПУ
When does ±0.02 mm matter? объём производства, mixed размер шлангаs, and SAE/DIN compliance требования explained.
Read руководствотакже see: ручной Станок для опрессовки РВД Hub | переносной Станок для опрессовки РВД Hub
Часто задаваемые вопросы
Что Напряжение do электрический crimpers need?
Most models run on 110–240V single phase (standard outlet) OR 380V three phase (industrial). P18X, P20, and P22 work on standard household outlets. P120 and above require three-phase power for their larger pumps.
Как accurate Ли a ЧПУ Гидравлический опрессовочный станок?
CNC models like the P32D deliver ±0.02 mm crimp diameter — this exceeds SAE/DIN requirements for hose assembly testing. Standard models achieve ±0.1 mm, which is sufficient for most applications.
Can an электрический crimper handle 2″ hose?
Что’s the difference between P32, P32A, and P32D?
P32 = standard manual control (start/stop). P32A = auto-return + die cabinet + caliper holder. P32D = CNC with 20+ stored profiles and ±0.02 mm precision. Same 200-ton force, different control sophistication.
Сколько служат матрицы на электрическом станке?
With proper lubrication and normal use, 50,000+ crimps. HRC50+ hardness dies resist wear. Replace when crimp diameter drifts more than 0.1 mm from specification — check with calipers every 10,000 crimps.
Нужно ли мне a separate гидравлический насос?
P18X through P33 have integrated motor+pump units — plug in and go. P120 and above use separate power units for the higher flow rate needed by larger cylinders.
Можно ли опрессовывать шланги разных брендов на одном станке?
Yes — change dies and adjust crimp diameter per the hose manufacturer’s specification. CNC models store multiple profiles, so you can switch between brands and sizes with one button press.
Что обслуживание does an электрический Гидравлический опрессовочный станок need?
Daily: Lubricate cone surface with hydraulic oil. Yearly: Change hydraulic oil (68# per specification). Every 10,000 crimps: Check die wear with calipers. Keep dust cover on when not in use to protect the die seat.
Need an электрический Станок для опрессовки РВД?
19 модели from 80 to 830 ton. стандарт, Автовозврат, and ЧПУ options. TRC dies guaranteed zero cone error.
Запросить расчёт →