
Máquina prensadora de mangueras hidráulicas: Modelos eléctricos y CNC para taller
Hydraulic hose crimping machine with motor-driven precision from 80 to 830 ton. Standard, auto-return, and CNC programmable — the backbone of every professional hose workshop and production line.
Por qué más de 300 distribuidores confían en TRC
Fabricante de máquinas de prensado hidráulico certificado por ISO desde 2021
5+
Años de fabricación
Desde 2021, especialistas en hidráulica
300+
Clientes globales
Distribuidores y socios OEM
72
Modelos de productos
9 series, cobertura completa
100%
Inspección de calidad
Cada unidad probada antes del envío
Cómo funciona una máquina prensadora de mangueras hidráulicas
Seleccione el perfil de prensado en el controlador CNC — o ajuste el diámetro objetivo manualmente.
Place the hose assembly into the die cavity with the ferrule centered.
Pulse el pedal o el botón de inicio. El motor acciona la bomba hidráulica.
Hydraulic pressure pushes the piston forward, closing the die segments radially.
Dies compress the ferrule to the programmed diameter — CNC stops at ±0.02 mm.
El circuito de retracción devuelve el pistón a su posición. Retire el conjunto terminado.
Parámetros clave — 4 modelos representativos
| Parámetro | P20 (Standard) | P32A (Auto-Return) | P32D (CNC) | P175 (Industrial) |
|---|---|---|---|---|
| Fuerza Máxima | 137 ton | 200 ton | 200 ton | 830 ton |
| Rango de manguera | hasta 1½″ 4SP | up to 2″ 4SP | up to 2″ 4SP | hasta 6″ |
| Precisión | ±0.1 mm | ±0.1 mm | ±0.02 mm | ±0.1 mm |
| Motor | 2,2 kW | 2,2 kW | 2,2 kW | 5,5 kW |
| Tiempo de ciclo | 10 seg | 8 s | 10 seg | 15 sec |
| Control | Interruptor manual | Retorno automático | CNC multi-perfil | PLC |
| Peso | 85 kg | 95 kg | 98 kg | 680 kg |
Prensado CNC: Control Servo, Registro de Datos y Trazabilidad ISO
Electric crimping machines have moved far beyond simple on/off hydraulics. Modern CNC units use servo-controlled hydraulic circuits that manage crimp force, speed, and hold time to within tight tolerances. The controller stores die profiles — crimp diameter, correction values, step-crimp sequences — for each hose/fitting combination. An operator selects the profile, loads the hose, and presses the foot pedal. The machine does the rest.
Programmable die positioning means one machine can handle dozens of hose types without manual die changes between every crimp. The CNC system knows which die set is loaded (via RFID or manual selection) and adjusts parameters automatically. This is what separates a $2,000 bench crimper from a $15,000 production unit — the intelligence layer on top of the hydraulics.
“We need a hose crimper for production — what should we get?” — r/Hydraulics
For production, you need three things the bench models don’t offer: data logging, crimp correction, and cycle counting. ISO 9001 traceability requires that every crimp is recorded — hose type, die size, crimp diameter, time stamp. A CNC crimper with a data port (USB or Ethernet) dumps crimp logs directly to your quality management system. If you’re supplying to mining, oil & gas, or military, this isn’t optional — it’s a contract requirement.
El prensado escalonado (compresión en múltiples etapas) es otra ventaja del CNC. Las mangueras espirales de gran diámetro (4SH, 4SP, R12, R13) a menudo requieren dos o tres etapas de compresión para evitar pinzar el tubo interior. El controlador CNC ejecuta estas etapas automáticamente, con la presión y el tiempo de espera correctos para cada etapa. En una máquina manual, esto depende enteramente del operario — y es inconsistente.
Tres Tipos de Control — ¿Cuál se Ajusta a su Taller?

Estándar — P20
Inicio/parada manual, el operario observa el cuadrante. Simple, fiable y de menor coste. Para talleres de bajo volumen y mercados emergentes.
137 ton up to 1½” ±0.1 mm
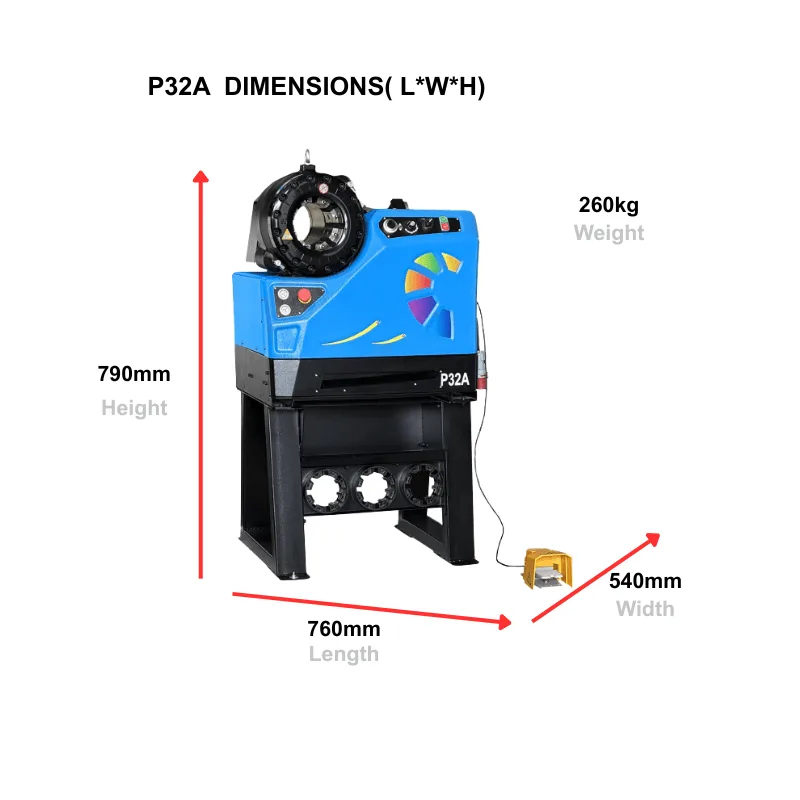
Retorno Automático — P32A
Prensar → mantener → retracción automática. Tiempo de mantenimiento controlado por temporizador. Consistencia de volumen medio sin el precio del CNC.
200 ton up to 2″ ±0.1 mm
CNC — P32D
El controlador digital almacena más de 20 perfiles. Prensa al diámetro exacto. Prensado multi-etapa para conjuntos complejos.
200 ton up to 2″ ±0.02 mm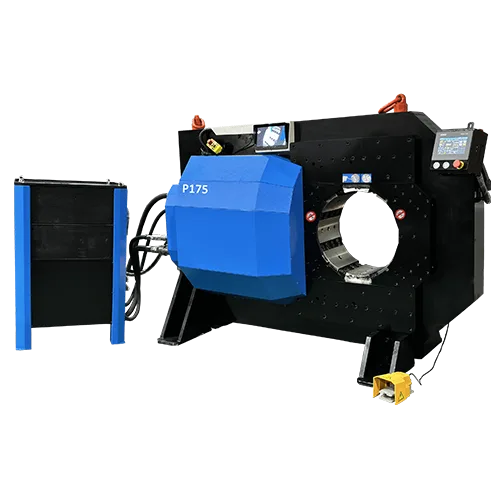
Industrial — P175
Fuerza de 830 toneladas para mangueras de hasta 6″. Control PLC, unidad de potencia separada. Para minería, construcción naval e industria pesada.
830 ton hasta 6″ PLCLos 19 modelos: P18X, P20, P20D, P22, P32, P32A, P32D, P32E, P32S, P33, TRC120L, P120, P120C, P140, P160, P160C, P165, P175, TRC120LH
Problemas Reales, Soluciones Reales
Questions from r/Hydraulics, r/IndustrialMaintenance, and field reports — with solutions based on workshop experience.
«¿Qué prensadora para mangueras de gas e hidráulicas?»
For mixed hydraulic + industrial work, a 200-ton electric like the P32A handles 95% of needs. Gas hoses need special dies — confirm die compatibility before ordering.
Fuente: r/IndustrialMaintenance, 11 comentarios
«¿Las matrices son universales entre marcas?»
No. Die taper angle, seat diameter, and segment count vary. TRC P32 dies fit all P32-series machines (P32/P32A/P32D/P32E/P32S). Cross-brand mixing risks cone error and uneven crimps.
Fuente: r/Hydraulics, 11 comentarios
«Máquinas prensadoras chinas — ¿alguien las ha probado?»
Check three things: (1) Die seat hardness HRC60+, die hardness HRC50+; (2) No vibration during empty cycle; (3) Crimp cone error <0.1 mm. Always request a test crimp with caliper measurement.
Fuente: r/Hydraulics, 20 comentarios
La manguera se suelta de la conexión bajo presión
Under-crimping is the cause. The ferrule doesn’t compress enough to grip the hose. Always verify crimp diameter against the manufacturer’s chart using calipers — ±0.1 mm for standard, ±0.03 mm for CNC.
Fuente: Baidu Baike — Máquina prensadora (Crimping Machine)
Error de cono de prensado — extremo grande vs extremo pequeño
Poor-quality machines have cone error: the front of the crimp is wider than the back. Front is under-crimped (can slip), back is over-crimped (cracks inner rubber). Quality machines use zero-cone-error die machining.
Fuente: Baidu Baike — «大小头»
Cómo limpiar las mangueras después del corte antes del prensado
Deburr the cut end, blow out metal particles and rubber dust with compressed air. Some shops use foam projectiles. Contamination inside the hose is a top cause of hydraulic system failure downstream.
Fuente: r/Hydraulics, 24 comentarios
Máquina prensadora de mangueras hidráulicas eléctrica vs prensadora manual
¿Cuándo justifica una prensadora eléctrica la inversión? Compare las diferencias clave:
| Factor | Electric Crimper | Manual Crimper |
|---|---|---|
| Rango de Fuerza | 80–830 toneladas | 95–137 ton |
| Precisión | ±0,02 mm (CNC) a ±0,1 mm | ±0,2 mm (dependiente del operario) |
| Tiempo de ciclo | 8–15 seconds | 20–60 segundos (bomba manual) |
| Volumen/Día | 50–500+ prensados | 10–50 prensados |
| Consistencia | Cada prensado idéntico | Varía según la fatiga del operario |
| Alimentación Eléctrica | Enchufe de 110–380V | Ninguna (bomba manual) |
| Peso | 60–680 kg | 15–40 kg |
| Ideal para | Taller, producción, mantenimiento de flotas | Reparación de campo, sin red eléctrica, emergencias |
Conclusión: If you crimp more than 20 hoses per day in a fixed location, an electric crimper pays for itself in consistency and speed. Keep a manual unit for field calls and backup.
Dónde una máquina prensadora de mangueras hidráulicas trabaja más duro

🔧 Talleres de reparación de mangueras
50–200 prensados/día. El retorno automático de la P32A ahorra 2–3 segundos por ciclo — eso suma horas ahorradas por semana.

🏭 Manufacturing
El prensado en línea de producción exige almacenamiento de perfiles CNC. La P32D almacena más de 20 combinaciones de manguera/conexión para recuperación instantánea.

🚛 Fleet Maintenance
Sistemas hidráulicos de camiones y autobuses. La P20 o P22 cubre el 95% de los tamaños de manguera de flota — compacta para una bahía de servicio.

⛏️ Minería
Mangueras de gran diámetro (2″–4″). P140/P160/P175 ofrecen la fuerza necesaria para hidráulica minera de alta presión.

🚢 Shipyard
Los sistemas hidráulicos marinos necesitan prensados fiables. La cabeza de apertura lateral de la P160C maneja tubos doblados y salas de máquinas estrechas.

🏗️ Construction Equipment Dealer
Centro de servicio para excavadoras, cargadoras y topadoras. La P32A es la mejor opción polivalente — 200 toneladas, retorno automático, armario de matrices incluido.
Cómo elegir una máquina prensadora de mangueras hidráulicas para taller
¿Volumen diario? <20/day → Standard control | 20–100 → Auto-return (P32A) | 100+ → CNC (P32D)
¿Espacio del taller? De banco → P18X/P20 | De suelo → P32+ | Unidad de potencia independiente → P120/P140
¿Suministro eléctrico? 110–240V monofásico → P18X hasta P33 | 380V trifásico → P120 y superiores
De la materia prima a su puerta
Producción interna completa — cada paso controlado, cada unidad inspeccionada

Desde la materia prima
Mecanizamos cada cuerpo de prensadora, juego de matrices y componente hidráulico a partir de acero en bruto internamente. Sin subcontratación, sin ensamblaje de piezas — control total desde el lingote hasta el producto acabado.
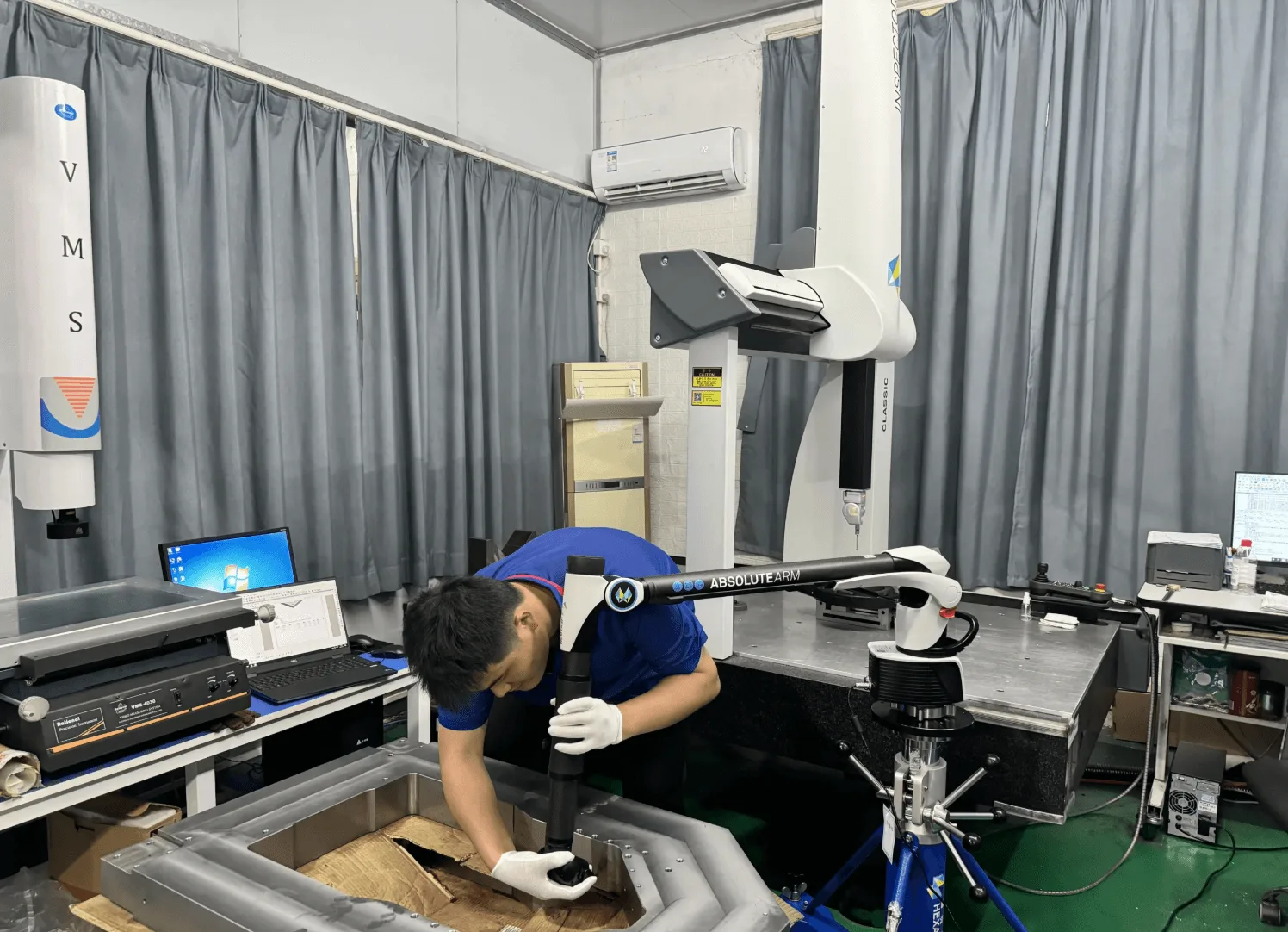
Inspección de calidad rigurosa
Cada unidad se somete a pruebas de presión, verificaciones dimensionales con calibradores de precisión de 0,04 mm y una prueba completa de ciclo de prensado. Ninguna unidad se envía sin pasar nuestro proceso de control de calidad de 3 etapas.

Servicio global fiable
Soporte técnico en menos de 4 horas, guías de instalación en vídeo y recambios enviados en 48 horas. Más de 300 clientes en más de 40 países confían en nuestro soporte postventa.
Guías Relacionadas
Tipos de Máquinas Prensadoras: Guillotina, CNC y de Banco
Comparación lado a lado de prensadoras manuales, eléctricas, portátiles, CNC y de producción — con análisis de costes y capacidades.
Leer GuíaConexiones Prensadas: de Campo vs Permanentes
SAE, DIN, JIC, BSP — comprenda los estándares de conexiones y cómo afectan la selección de matrices y las especificaciones de prensado.
Leer GuíaMáquina Prensadora Hidráulica: Semi Automática vs CNC
¿Cuándo importa ±0,02 mm? Volumen de producción, tamaños mixtos de manguera y requisitos de cumplimiento SAE/DIN explicados.
Leer GuíaVéase también: Centro de Prensadoras Manuales de Mangueras Hidráulicas | Centro de prensadoras portátiles de mangueras hidráulicas
Preguntas Frecuentes
¿Qué voltaje necesitan las prensadoras eléctricas?
Most models run on 110–240V single phase (standard outlet) OR 380V three phase (industrial). P18X, P20, and P22 work on standard household outlets. P120 and above require three-phase power for their larger pumps.
¿Qué tan precisa es una prensadora hidráulica CNC?
CNC models like the P32D deliver ±0.02 mm crimp diameter — this exceeds SAE/DIN requirements for hose assembly testing. Standard models achieve ±0.1 mm, which is sufficient for most applications.
¿Puede una prensadora eléctrica manejar manguera de 2″?
¿Cuál es la diferencia entre P32, P32A y P32D?
P32 = standard manual control (start/stop). P32A = auto-return + die cabinet + caliper holder. P32D = CNC with 20+ stored profiles and ±0.02 mm precision. Same 200-ton force, different control sophistication.
¿Cuánto duran las matrices en una eléctrica?
With proper lubrication and normal use, 50,000+ crimps. HRC50+ hardness dies resist wear. Replace when crimp diameter drifts more than 0.1 mm from specification — check with calipers every 10,000 crimps.
¿Necesito una bomba hidráulica separada?
P18X through P33 have integrated motor+pump units — plug in and go. P120 and above use separate power units for the higher flow rate needed by larger cylinders.
¿Puedo prensar diferentes marcas de manguera en la misma máquina?
Yes — change dies and adjust crimp diameter per the hose manufacturer’s specification. CNC models store multiple profiles, so you can switch between brands and sizes with one button press.
¿Qué mantenimiento necesita una eléctrica?
Daily: Lubricate cone surface with hydraulic oil. Yearly: Change hydraulic oil (68# per specification). Every 10,000 crimps: Check die wear with calipers. Keep dust cover on when not in use to protect the die seat.
¿Necesita una máquina prensadora de mangueras hidráulicas eléctrica?
19 modelos de 80 a 830 toneladas. Opciones estándar, retorno automático y CNC. Matrices TRC con error de cono cero garantizado.
Solicitar Cotización →