Tabla de Contenidos
- Why tallers Switch to eléctrica
- Razón 1: Consistencia — cada prensado idéntico
- Razón 2: Velocidad — 3× más rápida en tiempo de ciclo
- Razón 3: Menos fatiga del operador
- Razón 4: Registro de datos CNC y trazabilidad
- La 1 razón para NO cambiar
- Manual vs eléctrica: comparación lado a lado
- Qué modelos TRC se adaptan a su taller
- Preguntas frecuentes
An electric hydraulic hose crimper replaces hand pumping with a motor-driven hydraulic pump. For workshops producing more than 10 assemblies per day, the switch pays for itself within months. But it’s not the right call for every shop. Here’s an honest breakdown from workshops that made the upgrade — and one that went back to manual.
Professional crimping machines use a dual hydraulic circuit — one for piston advance/retract, one for die open/close. This design ensures smooth die movement and fast return, preventing the die lock-up that can occur with single-circuit spring-return systems. The result is zero-taper crimping: consistent compression at both the front and rear of the ferrule.
Why tallers Switch to eléctrica
The core difference is simple: a manual hydraulic hose crimper uses a hand pump to build pressure. An electric one uses a motor. That sounds minor, but the effects cascade through your entire production.
Manual crimpers work fine at low volume. But once you’re past 15-20 assemblies per day, the hand pump becomes a bottleneck.
Operators slow down, skip caliper checks, and quality drops. That’s when shops start looking at electric models. According to SAE J517 guidelines, consistent crimp pressure is a key factor in assembly reliability.
Razón 1: Consistencia — cada prensado idéntico
A hand pump depends on the operator’s feel. One operator pumps 12 strokes, another pumps 14. The crimp diameter varies by 0.2-0.4 mm between operators — enough to be out of spec on high-pressure hose assemblies.
An Prensadora Eléctrica builds the same pressure every cycle. The motor drives the pump to a preset pressure or position, then auto-retracts. The result:
- Repetibilidad del diámetro de prensado ±0,03 mm (comparado con ±0,15 mm manual)
- Sin variación entre operadores
- Rendimiento de primera pasada superior al 99% (vs 90-95% manual)
One shop in Poland reported their rejection rate dropped from 4 assemblies per 100 to less than 1 after switching from a P16HP hand pump to a P32A electric crimper. That’s real money saved on fittings and hose.
Razón 2: Velocidad — 3× más rápida en tiempo de ciclo
Manual crimp cycle: pump 15-25 strokes, hold, release. Total time: 40-60 seconds per crimp, plus operator fatigue after 30 assemblies. The difference is documented in SAE standards literature — cycle time directly affects production quality.
Ciclo de prensado eléctrico: pulsar el botón, el motor funciona, parada automática. Tiempo total: 8-12 segundos por prensado. Sin acumulación de fatiga.
| Métrico | Manual (P16HP) | eléctrica (P32A) | Difference |
|---|---|---|---|
| Cycle time | 45 seconds | 10 seconds | 4.5x faster |
| Assemblies/hour | 15-20 | 50-60 | 3x throughput |
| operador fatiga onset | After 25-30 prensados | Mínimo | — |
| Caliper check compliance | Drops after 20 prensados | Consistent all day | — |
For a shop doing 50 assemblies per day, an electric crimper saves 2-3 hours of labor. At $25/hour fully loaded, that’s $50-75 per day, or $1,000-1,500 per month.
Razón 3: Menos fatiga del operador
Hand pumping a P20HP at 137 tons takes real effort. After 30 crimps, most operators start cutting corners — fewer pump strokes, skipped caliper checks, faster die changes without verification. It’s not laziness. It’s physics.
Electric crimpers eliminate this variable entirely. The operator loads the fitting, presses a pedal or button, and the machine does the work. This frees the operator to focus on the quality checks that actually matter: ferrule alignment, hose insertion depth, and post-crimp measurement. The principle of hydraulic force multiplication remains the same — the motor just replaces human effort.


Razón 4: Registro de datos CNC y trazabilidad
Mid-range CNC models like the TRC P32D store crimp parameters for every assembly. That data matters when your customer asks for traceability documentation — increasingly common in mining, marine, and oil & gas.
Características CNC que justifican la actualización:
- Almacenar más de 500 perfiles de matrices — sin más tablas en papel, selección en pantalla táctil
- Calcular automáticamente el diámetro objetivo a partir de manguera/conexión
- Registrar cada prensado con marca de tiempo, diámetro e ID del operador
- Rechazar automáticamente prensados fuera de especificación
- Micrometer positioning: one full turn = 1mm adjustment, one mark = 0.01mm
For shops supplying to mining operations or oil & gas, this traceability isn’t optional — it’s a contract requirement. Manual crimpers can’t provide it.
La 1 razón para NO cambiar
Field work without power. If your primary use case is mobile service trucks, remote construction sites, or agricultural field repairs, you need a crimper that works without 110V/220V.
Electric crimpers need power. A generator works, but adds weight and noise to the truck. For pure field service, a Prensadora Manual like the P16HP or a battery-powered model like the P18CS is the better tool.
One service company in Texas bought an electric bench crimper for their truck, then added a P16HP for remote calls within 6 months. They use the electric unit 70% of the time (shop and powered job sites) and the manual for the other 30%. Both tools earn their keep. For detailed guidance, see this SAE standards guide on matching tools to hose types.

Manual vs eléctrica: comparación lado a lado
| Característica | Manual (P16HP) | eléctrica (P32A) |
|---|---|---|
| Fuente de energía | Bomba Manual | 110-380V motor |
| Max tonnage | 95 ton | 200 ton |
| Hose range | Up to 1″ 2SP | hasta 2″ 4SP |
| Cycle time | 40-60 sec | 10 seg |
| Peso | 34 kg | 185 kg |
| Portabilidad | High (carry to site) | Low (bench mounted) |
| CNC option | No | Yes (P32D modelo) |
| precio Range | $ | $$ |
| Best for | Reparación de campo, bajo volumen | taller, daily production |
Qué modelos TRC se adaptan a su taller
| Modelo | Tonelaje | Rango de manguera | Ideal para |
|---|---|---|---|
| P20 | 137 ton | 1-1/2″ 4SP | Small taller, presupuesto-conscious |
| P22 | 137 ton | 1-1/2″ 4SP | taller wanting auto-retract |
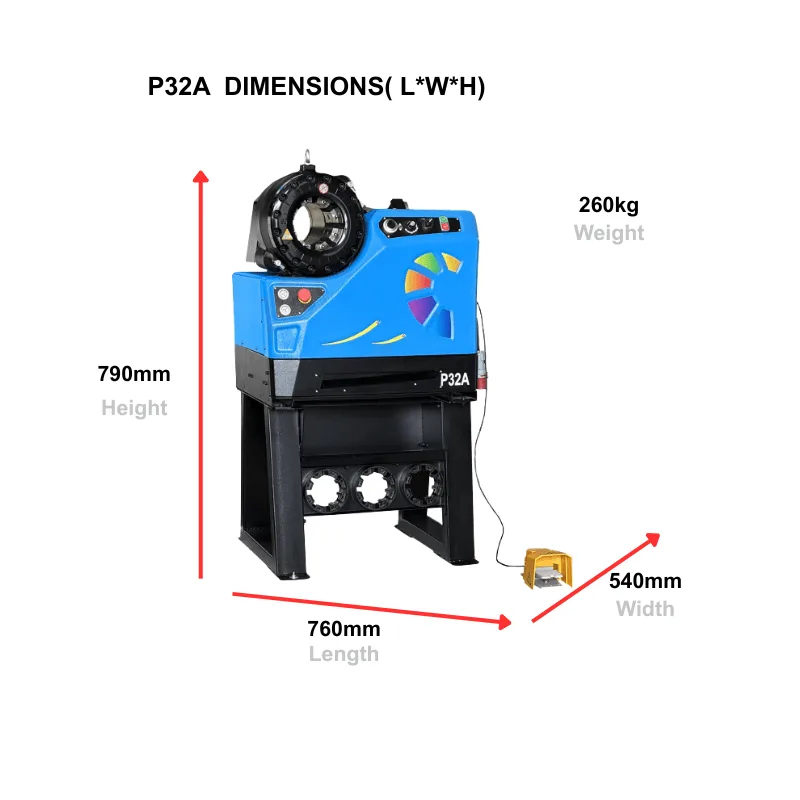
| P32A | 200 ton | 2″ 4SP | Most popular, best valor |
| P32D | 200 ton | 2″ 4SP | CNC control, datos registroging |
| TRC120L | 245 ton | 2″ R13 | High volume, large bore |
The P32A hits the sweet spot for most shops: 200 tons covers 90% of common hose sizes, the price is competitive, and the included die set handles -6 through -51 out of the box. According to hydraulic hose specifications, most workshop assemblies fall in the -6 to -32 range, well within the P32A’s capacity.
¿Listo para actualizar su taller?
Las prensadoras eléctricas de TRCrimp se envían con juegos de matrices coincidentes, tablas de prensado y garantía de 3 años. Envío de repuestos en 48 horas a todo el mundo.
Preguntas frecuentes
¿Qué voltaje usan estas prensadoras?
La mayoría de los modelos admiten de 110V monofásico hasta 380V trifásico. La TRC P32A, por ejemplo, funciona con 110-240V monofásico o 380V trifásico, lo que la hace compatible en todo el mundo. Verifique la placa del motor antes de hacer el pedido.
¿Puede funcionar una prensadora eléctrica en un camión de servicio?
It can, if the truck has an inverter or generator. But it adds complexity. For truck-mounted use, consider the P20CS battery crimper instead — it runs off the truck’s 12V battery.
¿Cuánto dura el motor de una prensadora eléctrica?
Industrial-grade motors in TRC crimpers are rated for 10,000+ hours of operation. At 8 hours per day, 5 days per week, that’s over 4 years of continuous use before any motor service is needed.
¿Vale la pena el CNC el costo adicional frente a un modelo eléctrico estándar?
Si necesita registro de trazabilidad o cambia entre más de 20 combinaciones de manguera/conexión diariamente, sí. Si prensa los mismos 5-6 conjuntos todo el día, un modelo eléctrico estándar como la P32A es suficiente.
¿Qué mantenimiento necesita una prensadora eléctrica?
Change the aceite hidráulico every 2,000 hours (or annually). Check desgaste de matriz every 5,000 crimps. Clean the asiento de matriz monthly.
Beyond that, these machines are remarkably low-maintenance — one reason workshops prefer them over manual. For more, see this overview of hydraulic hose standards and construction.
¿Cuánto cuesta una prensadora eléctrica de mangueras hidráulicas comparada con una manual?
Un modelo eléctrico cuesta típicamente 2-3 veces el precio de una unidad manual equivalente. Pero con 3× el rendimiento, menores tasas de rechazo y cero fatiga del operador, la mayoría de los talleres recuperan la diferencia en 3-6 meses a más de 30 conjuntos por día.
¿Puedo usar mis matrices existentes en una prensadora eléctrica?
If you’re upgrading within the same die series (e.g., P16 dies to a P16-based electric machine), yes. If you’re moving from a smaller to larger machine (P16 to P32 series), you’ll need new dies. The die series must match the machine’s master die seat.
¿Necesito cableado eléctrico especial para una prensadora eléctrica?
Most models under 3kW run on standard 110V or 220V outlets. Models above 5kW with 380V motors may require an electrician to install a dedicated circuit. Check the spec sheet for your model’s power requirements.