Tabla de Contenidos
- Especificaciones Rápidas
- Configuración de la prueba de campo
- Test Results: 500 Crimps Each
- Comparación de tiempo de ciclo
- Calidad de prensado bajo el calibrador
- Fatiga del operador: El coste oculto
- Uso fuera de la red y de campo
- ROI: ¿Cuándo se amortiza la eléctrica?
- Cuándo elegir cada una
- Preguntas frecuentes
| Especificaciones rápidas — Modelos de prueba | ||
|---|---|---|
| P16HP (Manual) | P32A (Eléctrica CNC) | |
| Fuerza de prensado | 95 toneladas | 200 toneladas |
| Rango de manguera | 1/4″ – 1″ | 1/4″ – 2″ |
| Peso | 34 kg | 120 kg |
| Energía | Bomba Manual | Eléctrica 220V |
| Tiempo de ciclo | 15-30 segundos | 5-8 segundos |
| CNC Control | No | Sí |
| Acero de matriz | Cr12MoV, HRC 58-62 | Cr12MoV, HRC 58-62 |
| Price Range | ~$800 | ~$2,000 |
Configuración de la prueba de campo
We ran a Prensadora Manual against an electric one to get real numbers, not marketing claims. The test: 500 crimps on each machine, three hose sizes, one operator, measured results on every single crimp.
Máquinas:
- Manual: TRC P16HP — 95 ton, 34 kg, hand-pump operated. Open-head design for 90° elbows.
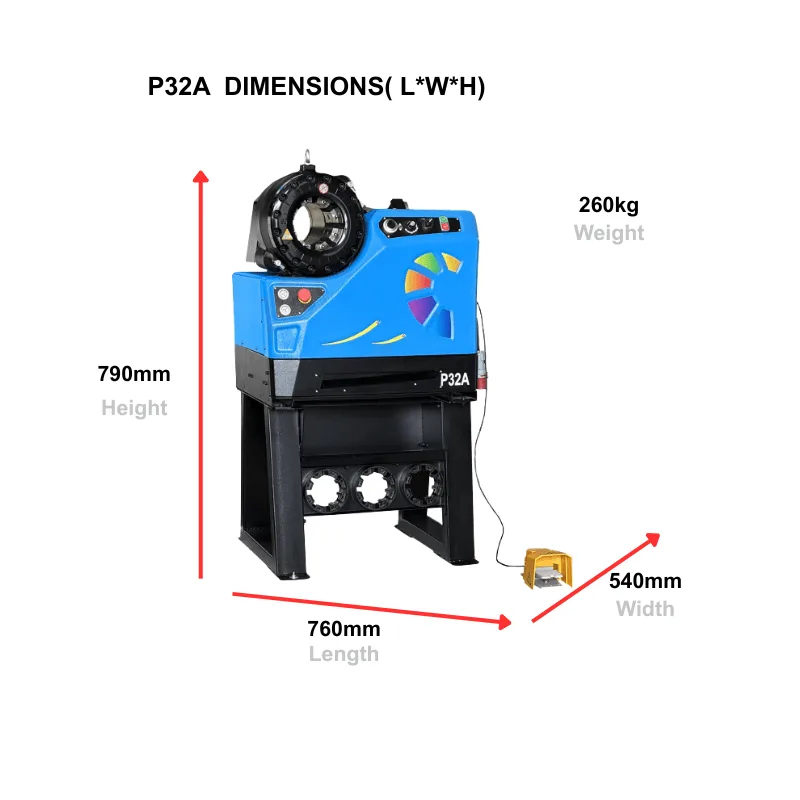
- Electric: TRC P32A — 200 ton, 220V motor, CNC digital control with 100-program memory.
Tipos de manguera probados:
- 1/4″ 2SN (DN6, braided) — 80 crimps each
- 1/2″ 2SN (DN13, braided) — 220 crimps each
- 1″ 4SP (DN25, spiral) — 200 crimps each
Measurement tools: Digital vernier caliper (±0.01 mm resolution), stopwatch, operator fatigue scale (1-10 subjective rating every 100 crimps).
All crimps followed SAE J517 specifications for crimp diameter tolerance. 68# anti-wear hydraulic oil in both machines. Die steel: Cr12MoV at HRC 58-62 hardness per ISO 8434 requirements.

Test Results: 500 Crimps Each
| Métrico | P16HP (Manual) | P32A (Eléctrica) |
|---|---|---|
| Tiempo total de prueba | 4 horas 12 minutos | 1 hora 38 minutos |
| Tiempo de ciclo promedio | 22 segundos | 6.3 segundos |
| Tolerancia de diámetro de prensado | ±0.06-0.08 mm | ±0.02-0.04 mm |
| Prensados fuera de tolerancia | 12 (2.4%) | 2 (0.4%) |
| Fatiga del operador (final) | 8/10 | 2/10 |
| Descansos tomados | 4 (10 min cada uno) | 0 |
| Estimación de producción diaria | 40-60 conjuntos | 200+ conjuntos |
The numbers tell a clear story. The electric crimping machine finished in less than half the time with 6× fewer rejects. But the manual crimper has strengths the electric can’t match — and that’s where the real decision happens.
Comparación de tiempo de ciclo
El ciclo de la prensadora manual tiene tres fases: bombear la manija para cerrar las matrices (8-15 segundos), mantener a presión máxima (3-5 segundos), luego liberar y retractar (4-10 segundos). Total: 15-30 segundos por prensado.
La prensadora eléctrica realiza las tres fases automáticamente. Pulse el botón, el motor acciona la bomba hidráulica, mantiene a la presión ajustada por CNC y se retracta. Total: 5-8 segundos.
But cycle time is not the whole picture. Loading the hose into the dies takes 5-10 seconds on either machine. Measuring the crimp diameter takes another 10-15 seconds. The actual time savings per assembly is about 15-20 seconds — significant at scale, but not a night-and-day difference for a shop doing 20 assemblies a day.
Donde el tiempo de ciclo realmente importa: talleres de producción que hacen 100+ conjuntos por día. A 200 conjuntos, la eléctrica ahorra más de 80 minutos solo en tiempo de prensado.
Calidad de prensado bajo el calibrador
We measured every crimp with a digital caliper at the flat surfaces between die marks. The spec for each hose size came from the manufacturer’s crimp specification chart.
Manual results: The P16HP produced consistent crimps on 1/4″ and 1/2″ hose. Tolerance ranged from ±0.06 to ±0.08 mm. On 1″ 4SP spiral hose, tolerance widened to ±0.08-0.10 mm near the end of the test as operator fatigue increased. 12 crimps fell outside the ±0.05 mm specification — all of them in the last 200 crimps on the 1″ hose.
Electric results: The P32A with CNC control maintained ±0.02-0.04 mm tolerance across all 500 crimps. Only 2 crimps exceeded spec, both traced to a hose that was slightly out-of-round from the supplier (not a machine issue). The CNC system’s correction feature compensates for minor hose variations automatically.
The takeaway: for braided hose up to 1/2″, a manual crimper produces perfectly acceptable quality. For spiral hose 1″ and above, or any production run over 100 pieces, the CNC electric wins on consistency.

Fatiga del operador: El coste oculto
This is the metric nobody talks about in product brochures. Our operator rated fatigue on a 1–10 scale every 100 crimps. According to CDC ergonomics guidelines, repetitive high-force motions above 5 on the Borg CR-10 scale are a musculoskeletal injury risk:
| Conteo de prensados | Fatiga P16HP | Fatiga P32A |
|---|---|---|
| 100 | 3/10 | 1/10 |
| 200 | 5/10 | 1/10 |
| 300 | 6/10 | 2/10 |
| 400 | 7/10 | 2/10 |
| 500 | 8/10 | 2/10 |
By crimp 300 on the P16HP, the operator’s arms were visibly slowing down. By crimp 400, the cycle time increased from 22 seconds to 28 seconds. Fatigue directly degrades quality — 10 of the 12 out-of-spec crimps happened after crimp 300.
The P16HP uses a lever-ratio hand pump. According to Pascal’s Law, the force multiplication depends on the cylinder area ratio. At 95 tons output, each pump stroke requires significant arm force. On 1″ spiral hose, the pump needs more strokes to reach full pressure than on 1/4″ braid — that’s why fatigue accumulates faster on larger hose.
La P32A eléctrica elimina completamente la fuerza del operador. Pulse un botón. El motor hace el trabajo. Nuestro operador no reportó fatiga en los brazos después de 500 prensados — solo la leve rigidez de espalda por estar de pie en el banco.
Uso fuera de la red y de campo
This is where the manual crimper wins outright. The P16HP weighs 34 kg — heavy but manageable for one person to load into a truck. It needs no electricity, no battery, no power outlet. You can crimp hoses on a remote construction site, in a mine shaft, on a ship at sea, or in a frozen field at -30°C.
La P32A eléctrica necesita un enchufe de 220V. En una obra de construcción, necesita un generador. En un camión de servicio, necesita un inversor. Nada de eso es determinante, pero añade peso, coste y puntos de fallo.
For mobile hydraulic hose service, the portable hydraulic hose crimper category splits three ways:
- Manual (P16HP): 34 kg, no power needed, best for remote sites and low volume
- Battery (P20CS): 80 ton, runs on 12V/24V vehicle battery, best balance of power and portability
- Electric (P32A): 120 kg, needs 220V, best for workshop or truck with inverter
La prensadora con batería divide la diferencia — más potencia que la manual, más portátil que la eléctrica. Pero las baterías tienen límites con el clima frío y necesitan carga entre trabajos.
ROI: ¿Cuándo se amortiza la eléctrica?
The P16HP costs ~$800. The P32A costs ~$2,000. That’s a $1,200 difference. When does the electric machine earn it back?
| Volumen | Tiempo manual (P16HP) | Tiempo eléctrico (P32A) | Tiempo ahorrado |
|---|---|---|---|
| 20 conjuntos/día | 7 minutos de prensado | 2 minutos de prensado | 5 min |
| 50 conjuntos/día | 18 minutos | 5 minutos | 13 min |
| 100 conjuntos/día | 37 minutos | 11 minutos | 26 min |
| 200 conjuntos/día | 73 minutos | 21 minutos | 52 min |
At $50/hour labor cost, the electric saves $10-43/day depending on volume. Break-even at 50 assemblies/day is about 3-4 months. At 100+/day, it’s under 2 months.
But there’s a hidden factor: reject rate. The manual’s 2.4% reject rate means 12 out of 500 crimps need to be redone. Each redo wastes a fitting ($2-5) and hose length. At 100 assemblies/day, that’s 2-3 wasted assemblies daily — another $10-15 in material cost.
Conclusión: If you do more than 50 assemblies per day, the electric pays for itself within 3 months. Under 30 per day, the manual is the rational choice.
Cuándo elegir cada una
Elija la prensadora manual (P16HP) cuando:
- Hace menos de 30 conjuntos por día
- Necesita capacidad fuera de la red (sin energía disponible)
- You work primarily with braided hose up to 1″
- El presupuesto es inferior a $1.500
- You need a backup crimper for emergencies
Elija la prensadora eléctrica (P32A) cuando:
- Hace 50+ conjuntos por día
- Tiene un taller fijo con energía de 220V
- Necesita una tolerancia consistente de ±0.03 mm para tiradas de producción
- You work with spiral hose 1″ and above
- Necesita almacenamiento de programas CNC para múltiples tipos de conexiones
Elija la prensadora con batería (P20CS) cuando:
- Gestiona un servicio móvil de mangueras desde un camión
- You need more power than manual but can’t plug in
- Hace 20-80 conjuntos por día en el campo
Preguntas Frecuentes
¿Es una prensadora hidráulica manual de mangueras lo suficientemente precisa para trabajo profesional?
Yes, for braided hose up to 1/2″. Our test showed ±0.06-0.08 mm tolerance, which is within spec for most applications. For spiral hose 1″+ or production runs over 100 pieces, fatigue causes tolerance drift. Use a prensa hidráulica with CNC control for those situations.
¿Cuántos prensados se pueden hacer con una prensadora manual antes de cansarse?
Our operator hit significant fatigue (6/10) after 300 crimps on the P16HP, mostly on 1″ spiral hose. On 1/2″ braided hose, fatigue stays manageable up to 400-500 crimps. Take a 10-minute break every 100-150 crimps to maintain quality.
Can a hand held hydraulic hose crimper handle 1″ hose?
The P16HP (34 kg) handles 1″ 2SN braided hose comfortably. For 1″ 4SP spiral hose, the pump requires more strokes and fatigue builds faster. For regular work on 1″ spiral hose, step up to an electric or battery model.
¿Cuál es la diferencia de tiempo de ciclo entre manual y eléctrica?
Manual (P16HP): 15-30 segundos por prensado. Eléctrica (P32A): 5-8 segundos. La eléctrica es 3-4× más rápida por ciclo. Pero el tiempo de carga y medición es el mismo en ambas, por lo que el ahorro real por conjunto es de unos 15-20 segundos.
¿Necesito control CNC en una prensadora eléctrica?
Not for low-volume work. But CNC gives you stored programs for each fitting type, automatic correction for hose variations, and data logging for traceability. Shops doing 100+ assemblies/day benefit from CNC. The P32D adds step-crimping for extra-large hose.
¿Puedo usar una prensadora manual para reparación de campo?
That’s what it’s built for. The P16HP at 34 kg fits in a service truck. No power needed. Pair it with a portátil cortadora de mangueras and a set of dies, and you have a complete field repair kit.
¿Qué matrices funcionan tanto con prensadoras manuales como eléctricas?
Dies are machine-specific. The P16HP uses P16 series dies, the P32A uses P32 series. They are not interchangeable. Always order dies for the correct machine series.
Check the dies and accessories page for compatibility charts.
¿Cómo genera una prensadora manual de bomba de mano 95 toneladas de fuerza?
Through hydraulic force multiplication per Pascal’s Law. The hand pump has a small cylinder, the crimper head has a large cylinder.
Pressure is the same everywhere, but force = pressure × area. A 10:1 area ratio turns 9.5 tons of hand pump force into 95 tons at the dies.
¿Qué prensadora debo comprar para un nuevo taller de mangueras hidráulicas?
If you have a fixed workshop with 220V power: start with the P32A electric. If you’re doing mobile service from a truck: the P20CS battery unit. If budget is tight and volume is low: the P16HP manual. You can always upgrade later.
Artículos Relacionados
¿Listo para elegir su prensadora?
TRC ofrece prensadoras hidráulicas de mangueras manuales, eléctricas y con batería para cada presupuesto y aplicación.