Tabla de Contenidos
| Especificaciones rápidas — Conjunto de manguera prensada | |
|---|---|
| Presión de trabajo | Hasta 6.000 PSI (prensativo permanente) |
| Límite de conexión reutilizable | Normalmente bajo 500 PSI |
| Tolerancia | ±0.05 mm de diámetro de prensado |
| Tiempo de ensamblaje (permanente) | 2-4 minutos por extremo |
| Tiempo de ensamblaje (reutilizable) | 5-10 minutos por extremo |
| Normas | SAE J517, ISO 8434, ISO 17165 |
| Acero de matriz | Cr12MoV, HRC 58-62 |
¿Qué es un conjunto de manguera prensada?
Un conjunto de manguera prensada es una manguera hidráulica con conexiones fijadas permanentemente mediante compresión radial. La prensadora fuerza una férula de metal alrededor de la manguera y el vástago de la conexión, creando una unión por soldadura en frío que resiste bajo presión.
There are two ways to attach hydraulic fittings: permanent crimping and reusable (field-attachable) threading. The difference matters. A crimped hose assembly with permanent fittings handles 3,000–6,000 PSI working pressure depending on hose size and wire construction. A reusable fitting assembly typically tops out around 500 PSI for low-pressure return lines.

Prensado permanente vs conexiones reutilizables
The core difference comes down to how the fitting grips the hose. Permanent crimps use a ferrule — a metal sleeve that gets compressed radially until it deforms into the hose cover and wire reinforcement. Reusable fittings use a threaded stem and socket that screw onto the hose by hand or with a wrench.
| Factor | Permanent Crimp | Conexión reutilizable |
|---|---|---|
| Working pressure | Hasta 6.000 PSI | Hasta ~500 PSI |
| Tiempo de ensamblaje por extremo | 2-4 minutos | 5-10 minutos |
| Coste de conexión | $2-5 cada una | $8-15 cada una |
| Equipo necesario | Prensadora hidráulica + matrices | Solo llaves |
| Fiabilidad del sello | Excelente (unión por soldadura en frío) | Buena (sello roscado) |
| Hose size range | 1/4″ to 4″ | Limitado a tamaños más pequeños |
| Desmontable | No | Sí |
| Standards compliance | SAE J517, ISO 8434 | Varía según el fabricante |
Conexiones de una pieza vs de dos piezas
Las conexiones de prensado permanente vienen en dos estilos. Las conexiones de una pieza combinan la férula y el vástago en una sola unidad — más simples, más rápidas de ensamblar y comunes en manguera trenzada 1SN/2SN.
Las conexiones de dos piezas tienen una férula y un inserto (vástago) separados. Primero se desliza la férula, luego se inserta el vástago en la manguera y finalmente se prensa. La versión de dos piezas es estándar para manguera espiral 4SP/4SH y diámetros más grandes.
Why 95% of Shops Use Permanent Crimps
Walk into any hydraulic shop doing production work and you’ll see a crimping machine, not a box of reusable fittings. Three reasons drive this:
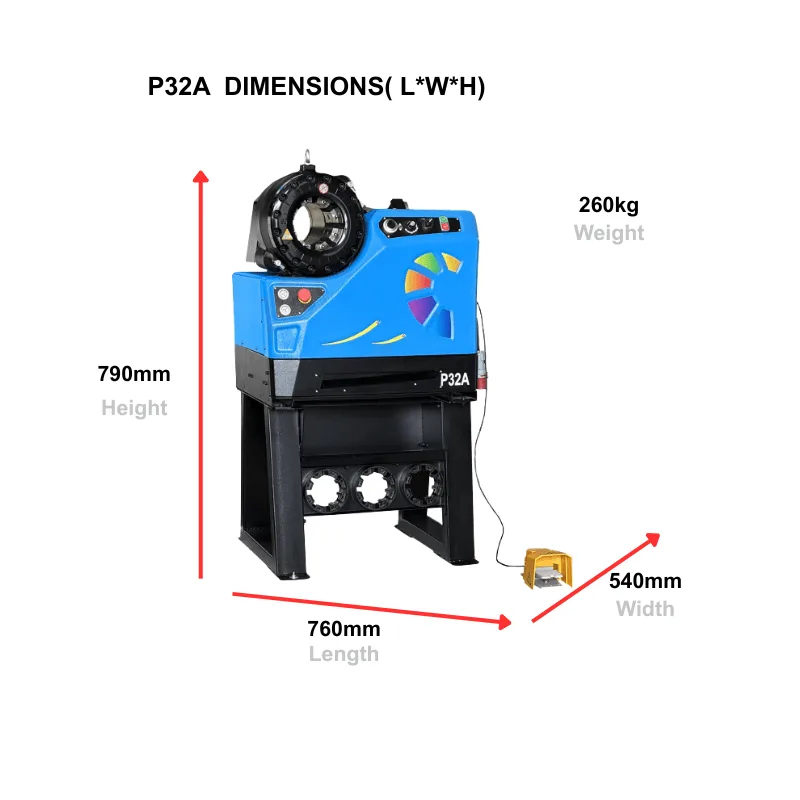
1. Speed. A trained operator on an Prensadora Eléctrica like the P32A finishes a crimp in 5-8 seconds. Threading a reusable fitting takes 5 minutes per end.
Over 50 assemblies a day, that’s 4 hours saved.
2. Pressure rating. Most industrial hydraulic systems run at 3,000–5,000 PSI. Reusable fittings can’t handle that safely.
Permanent crimped ensamblajes, when done to spec, hold well beyond burst pressure.
3. Cost per assembly. Reusable fittings cost $8–15 each, permanent fittings cost $2–5.
Even accounting for the crimper investment ($800–3,000), shops doing 10+ ensamblajes per week save money within months.

Proceso de 5 pasos para conjunto de manguera prensada
Every crimped hose follows the same five steps, whether you’re using a Prensadora Manual or a CNC electric model:
Step 1: Cut. Use a hydraulic hose cutting machine to make a clean, square cut. A bad cut means the ferrule won’t sit flush, and the crimp will leak. Cut quality standards per ISO 11237: square face, flush wire ends, round inner tube, no loose wires.
Step 2: Skive (if required). Spiral hose types like 4SP, 4SH, R12, R13, and R15 require skiving — removing the outer rubber cover so the ferrule contacts the wire layer directly. Braided 2SN hose with one-piece fittings usually skips this step.
Step 3: Insert fitting. Push the fitting stem fully into the hose. The barbs must engage the inner tube. For two-piece fittings, slide the ferrule onto the hose first, then insert the stem.
Step 4: Crimp. Place the assembly into the correct die set. The crimper compresses the ferrule radially using hydraulic force — Pascal’s Law in action. A 95-ton machine like the P16HP generates enough force to deform the ferrule and grip the fitting stem permanently.
Step 5: Measure. Use a vernier caliper to check crimp diameter at the flat surfaces between die marks. Compare against the manufacturer’s specification chart.
Tolerance is ±0.05 mm. If it’s out of spec, don’t use it.
Comparación de costes
| Elemento | Equipo de prensado permanente | Equipo de conexión reutilizable |
|---|---|---|
| Coste de conexión (por extremo) | $2-5 | $8-15 |
| Inversión en prensadora | $800-3,000 | $0 |
| Punto de equilibrio | ~100-300 conjuntos | N/D |
| Coste por conjunto (50 extremos, después del equilibrio) | ~$4 | ~$12 |
| Ahorro anual (1.000 conjuntos) | $8,000+ | — |
The math is simple. If you do more than 50 crimped hose assemblies per year, a dedicated crimper pays for itself. The P10HP handles 1/4″ hose for under $1,000 — ideal for AC lines and small-diameter tubes. For high-volume shops, the P32A with CNC control costs more upfront but delivers ±0.03 mm repeatability across thousands of crimps.
Verificaciones de calidad del prensado
Cada conjunto de manguera prensada debe pasar estas verificaciones antes de entrar en servicio:
- Crimp diameter: Measure with a vernier caliper. Must match spec within ±0.05 mm per QC Hydraulics crimp specs.
- Visual inspection: No cracks in the ferrule, no exposed wire beyond the ferrule edge, fitting stem fully inserted.
- Pressure test: 1.5× working pressure hold test for 30 seconds minimum. No leaks, no bulging.
- Die mark check: Even die marks around the full circumference. Uneven marks mean misaligned hose.
For shops doing critical assemblies (mining, marine, aerospace), add an impulse test per ISO 17165. This cycles the assembly at pressure thousands of times to simulate years of service.

Preguntas Frecuentes
¿Puedo prensar mis propias mangueras hidráulicas?
Yes. You need a hydraulic crimper with the correct die set, a hose cutter, a vernier caliper, and the manufacturer’s crimp specification chart. A manual crimper like the P16HP (95 ton, 34 kg) handles hoses from 1/4″ to 1″ without electricity. Cut, skive if required, insert the fitting, crimp, and measure with a caliper before putting the assembly into service.
¿Cuál es la diferencia entre conexiones prensadas y reutilizables?
Las conexiones prensadas se comprimen permanentemente sobre la manguera con una máquina hidráulica, creando una unión por soldadura en frío calificada para la presión total del sistema. Las conexiones reutilizables se enroscan a mano y se limitan a presiones más bajas (normalmente bajo 500 PSI). Los conjuntos prensados son más rápidos de producir, más baratos por unidad y mucho más fiables a alta presión.
¿Qué presión puede resistir un conjunto de manguera prensada?
Un conjunto correctamente prensado con la matriz y férula correctas resiste la presión de trabajo nominal completa de la manguera — hasta 6.000 PSI para manguera espiral 4SH. La presión de rotura es típicamente 4× la presión de trabajo. Las conexiones reutilizables no pueden igualar estas calificaciones.
¿Necesito descascarillar la manguera antes del prensado?
It depends on the hose type. 4SP, 4SH, R12, R13, and R15 spiral hose always require skiving. 1SN and 2SN braided hose with one-piece fittings usually do not. Check the fitting manufacturer’s instructions — skiving when not required weakens the assembly, and skipping it when required causes leaks.
¿Qué tan apretado debe ser un prensado de manguera hidráulica?
Measure crimp diameter with a vernier caliper at the flat surfaces between die marks. Compare to the manufacturer’s published spec. Standard tolerance is ±0.05 mm (0.002 inches).
Too loose means the fitting can blow off under pressure. Too tight means you’ve crushed the inner tube and restricted flow.
¿Cuánto tiempo lleva fabricar un conjunto de manguera prensada?
Con una prensadora motorizada y manguera precortada, unos 2-4 minutos por extremo. Una prensadora manual tarda más por prensado (15-30 segundos por ciclo) pero el tiempo total de ensamblaje es similar. Las conexiones reutilizables tardan 5-10 minutos por extremo debido al proceso de roscado.
¿Puedo reutilizar una conexión de manguera prensada?
No. La férula se deforma permanentemente durante el prensado. Una vez comprimida, no puede retirarse ni reutilizarse. Si necesita conexiones desmontables, use conexiones reutilizables — pero asuma la menor calificación de presión y el mayor coste.
¿Qué sucede si falla un conjunto de manguera prensada?
Los modos de fallo incluyen desprendimiento de la conexión (subprensado), colapso del tubo interior (sobreprensado) y fugas en el borde de la férula (prensativo desalineado). Siempre realice una prueba de presión a 1.5× la presión de trabajo antes de poner un conjunto nuevo en servicio. Documente las mediciones de prensado para trazabilidad.
Artículos Relacionados
¿Necesita una prensadora para su taller?
TRC ofrece prensadoras hidráulicas de mangueras manuales, eléctricas y CNC para cada presupuesto y volumen de producción.