

Tabla de Contenidos
- Especificaciones Rápidas
- ¿Qué es una Máquina Fabricadora de Mangueras Hidráulicas?
- Distribución de Línea de Ensamblaje de 4 Estaciones
- Estación 1: Corte
- Estación 2: Pelado
- Estación 3: Prensado
- Estación 4: Prueba
- Desglose de Costos de Equipo
- Tasas de Producción
- Inicio de un Negocio de Mangueras Hidráulicas
- Preguntas frecuentes
| Especificaciones Rápidas — Línea de Fabricación de Mangueras Hidráulicas | |
|---|---|
| Configuraciones de Línea | Manual / Eléctrica / CNC |
| Estaciones | 4 (Cortar → Pelar → Prensar → Probar) |
| Rango de Tamaños de Manguera | 1/4″ to 2″ (DN6-DN50) |
| Tasa de Producción (CNC) | 200-400 ensamblajes/día |
| Tasa de Producción (Eléctrica) | 80-150 ensamblajes/día |
| Tasa de Producción (Manual) | 20-40 ensamblajes/día |
| Rango de Costos de Inicio | $3,000 – $35,000 |
| Normas | SAE J517, ISO 8434, ISO 17165 |
¿Qué es una Máquina Fabricadora de Mangueras Hidráulicas?
A hydraulic hose maker machine is not a single device — it’s a set of equipment that turns raw hose, fittings, and ferrules into finished, tested hose assemblies. The complete line has four stations: cutting, skiving, crimping, and testing.
Shops that assemble hydraulic hoses professionally need all four stations running in sequence. Skip any one of them and you’ll have quality problems — bad cuts lead to misaligned ferrules, missing skiving causes leaks on spiral hose, and untested assemblies are a safety risk.
Whether you’re setting up a small repair shop or a full production line, the prensa hidráulica is the most expensive single piece of equipment. But the supporting stations matter just as much for consistent output.

Distribución de Línea de Ensamblaje de 4 Estaciones
| Estación | Función | Equipo Principal | Tiempo por Manguera |
|---|---|---|---|
| 1. Corte | Cortar manguera a longitud, cuadrado y limpio | Hose cutting machine | 10-30 segundos |
| 2. Pelado | Eliminar goma exterior (solo manguera espiral) | Hose skiving machine | 15-45 segundos |
| 3. Prensado | Comprimir ferrule sobre manguera + conexión | Hose crimper | 5-30 segundos |
| 4. Prueba | Prueba de presión a 1,5× la presión de trabajo | Banco de prueba | 30-60 segundos |
La distribución es lineal. La manguera entra en un estante, pasa por cada estación y sale como un ensamblaje probado listo para instalación. En un taller pequeño, un operador puede manejar las cuatro estaciones. En un entorno de producción, cada estación tiene un operador dedicado.
Estación 1: Corte
Every hydraulic hose maker machine line starts with a clean cut. The cut quality directly affects crimp quality — if the hose end is angled, frayed, or has loose wire strands, the ferrule won’t sit flush and the assembly will leak.
La calidad de corte tiene 4 estándares:
- Cara cuadrada (perpendicular al eje de la manguera)
- Extremos de alambre al ras con la cara de corte
- Tubo interno redondo, no ovalado ni colapsado
- Sin hilos de alambre sueltos
There are two main blade types for máquinas de corte de mangueras. Rotary metal blades produce the cleanest cut on braided hose (1SN, 2SN) up to 1-1/4″. For spiral hose (4SP, 4SH) and larger diameters, a sierra de corte con disco metálico works better.
Evite discos de corte abrasivos. Generan calor que derrite el tubo interno de goma sintética, y las partículas abrasivas contaminan el interior de la manguera. Esta contaminación causa fallos prematuros de válvulas y cilindros aguas abajo.
Per SAE J517, hose ends must be clean and free of debris before fitting insertion. Blow out each cut hose with compressed air before moving to the next station.
Estación 2: Pelado
El pelado elimina la cubierta exterior de goma del extremo de la manguera para que el ferrule contacte directamente el refuerzo de alambre. No todas las mangueras requieren pelado, pero hacerlo mal causa fallos en el ensamblaje.
Tipos de manguera que SIEMPRE requieren pelado:
- 4SP (espiral de 4 alambres, DIN EN 856)
- 4SH (espiral de 4 alambres, DIN EN 856)
- R12, R13, R15 (serie espiral SAE 100R)
Tipos de manguera que rara vez requieren pelado:
- 1SN, 2SN (trenza de alambre, DIN EN 853) — cuando se usa con conexiones de una pieza
There are two skiving methods: external (removes outer cover) and internal (removes inner tube rubber). Most production shops use external skiving. The TRC S50 handles both internal and external skiving for hose from 1/4″ to 2″.
Skiving depth control is critical. Too deep and you cut into the wire layer, weakening the hose. Too shallow and the ferrule can’t grip the wire properly, causing slippage under pressure. The skived length must match the ferrule length — typically marked on the fitting packaging.
Después del pelado, inspeccione el alambre expuesto. Sin hilos rotos. Sin residuos de goma en la superficie del alambre. El patrón del alambre debe ser uniforme y limpio.
Estación 3: Prensado
This is the core station — where the máquina fabricadora de mangueras hidráulicas does its main job. The crimper compresses the ferrule radially around the hose and fitting stem, creating a permanent cold-weld bond.
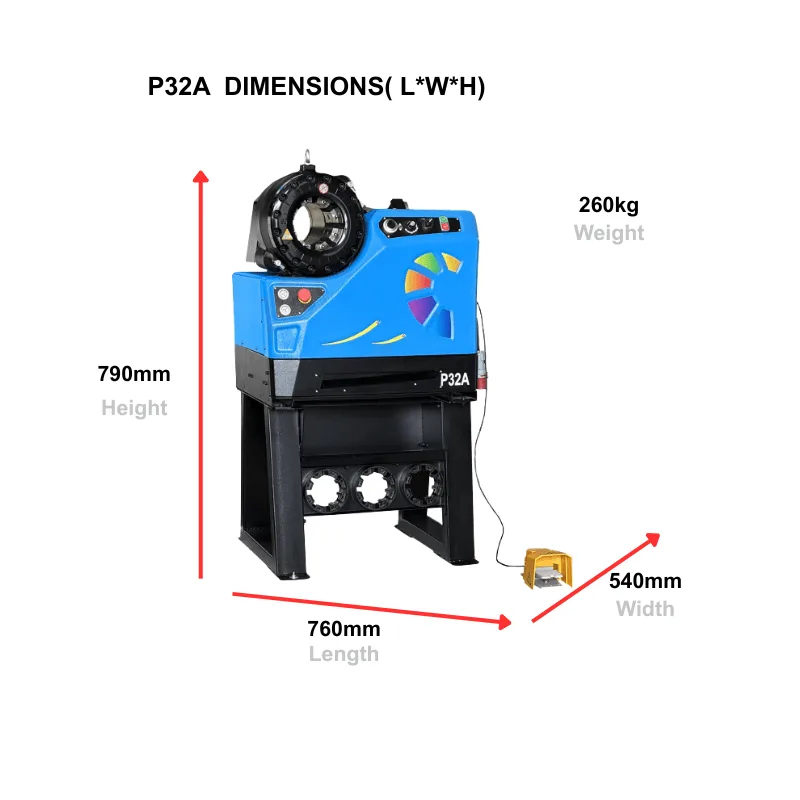
The process follows Pascal’s Law — hydraulic pressure applied to a cylinder generates uniform radial force through the die set. A 200-ton machine like the P32A applies enough force to deform the ferrule, hose cover, and fitting stem simultaneously.
Die selection is the most common error. Each hose size + fitting combination requires a specific die set. Using the wrong die produces an under- or over-crimped assembly. Die steel is typically Cr12MoV at HRC 58-62 hardness — hard enough to maintain precision over thousands of crimps.
After crimping, measure the crimp diameter with a vernier caliper at the flat surfaces between die marks. Standard tolerance is ±0.05 mm per especificaciones de prensado de la industria. Record the measurement for traceability.
Control CNC vs manual:
- Manual: Operator sets die position by feel and experience. Good for low volume, field repair. The P16HP (95 ton, 34 kg) is a popular manual unit.
- CNC: Digital control of crimp diameter, hold time, and correction values. Stores hundreds of crimp programs. The P32 and P32D offer CNC control for production environments.

Estación 4: Prueba
The test station proves the assembly holds pressure. Per ISO 17165, hydraulic hose assemblies should be proof-tested at 1.5× the rated working pressure for a minimum of 30 seconds.
Un banco de prueba tiene una bomba, un manómetro y conexiones para conectar ambos extremos del ensamblaje de manguera. El operador presuriza el ensamblaje a la presión de prueba, la mantiene y verifica si hay fugas, abultamientos o movimiento de las conexiones.
Fallos comunes en pruebas:
- Fuga en el borde del ferrule — prensado insuficiente o matriz incorrecta
- Burbuja en la cubierta de la manguera — daño del tubo interno durante el corte o inserción
- Expulsión de conexión — vástago no totalmente insertado antes del prensado
Para aplicaciones críticas (minería, marino, aeroespacial), añada una prueba de impulso que cicla el ensamblaje miles de veces a presión. Esto simula años de servicio en una sola sesión de prueba.
Desglose de Costos de Equipo
| Nivel de Línea | Corte | Pelado | Prensado | Prueba | Total |
|---|---|---|---|---|---|
| Básica (Manual) | $200-400 Manual cutter |
$0-200 Hand skiver |
$800-1,500 Manual crimper |
$300-500 Hand pump tester |
$1,300-2,600 |
| Estándar (Eléctrica) | $800-1,500 Cortadora C300 |
$500-1,000 Peladora S50 |
$2,000-4,000 Prensa P32A |
$1,000-2,000 Electric test bench |
$4,300-8,500 |
| Industrial (CNC) | $2,000-3,500 Cortadora C520A |
$1,500-2,500 CNC skiver |
$5,000-15,000 CNC crimper + dies |
$3,000-5,000 Automated test bench |
$11,500-26,000 |
These are equipment costs only. Add bench space, power supply (220V or 380V for electric machines), Aceite hidráulico anti-desgaste 68#, and die sets to the budget. A full die set covering 1/4″ to 2″ costs $500-1,500 depending on the crimper series.
Tasas de Producción
| Métrico | Línea Manual | Línea Eléctrica | Línea CNC |
|---|---|---|---|
| Ensamblajes por día | 20-40 | 80-150 | 200-400 |
| Operadores necesarios | 1-2 | 2-3 | 3-4 |
| Tiempo de ciclo de prensado | 15-30 segundos | 5-8 segundos | 3-5 segundos |
| Tolerancia de prensado | ±0.08 mm | ±0.05 mm | ±0.03 mm |
| Ingresos típicos/día | $400-800 | $1,600-3,000 | $4,000-8,000 |
| Punto de equilibrio | 2-4 semanas | 2-4 semanas | 4-8 semanas |
Revenue estimates assume $20 average per assembly. Mobile hydraulic hose repair services charge $30-80 per assembly because of the convenience premium. A prensa portátil in a service truck generates the highest per-assembly margin.
Inicio de un Negocio de Ensamblaje de Mangueras Hidráulicas
A hydraulic hose maker machine setup is the backbone of a profitable service business. Here’s what you need beyond the equipment:
Inventory: Stock the 6 most common hose sizes (3/8″, 1/2″, 3/4″, 1″, 1-1/4″, 1-1/2″) in both braided and spiral. Keep 50+ fittings in each size (straight, 45°, 90°). Ferrules match the fitting size. Budget $2,000-5,000 for initial inventory.
Customers: Construction companies, mining operations, agricultural equipment dealers, ship repair yards, and manufacturing plants all need hydraulic hose repair. Target industries near your location. Mobile service using a prensa a batería like the P20CS lets you go to the customer.
Certification: Per ISO 8434, proper training in crimp specifications and quality control is mandatory. Offer pressure test certificates with every assembly to build trust.
Space: A 20-foot bench with 220V power is enough for an electric line. Add storage racks for hose reels and a clean floor area for testing. Total space: 200-400 sq ft minimum.

Preguntas Frecuentes
¿Qué máquinas necesito para fabricar ensamblajes de mangueras hidráulicas?
You need 4 machines: a hose cutting machine, a skiving machine (for spiral hose), a hydraulic crimper, and a pressure test bench. The crimper is the most expensive piece. For a basic setup, a manual crimper like the P16HP plus a hand cutter and hand pump tester gets you started for under $2,000.
¿Cuánto cuesta una línea de ensamblaje de mangueras hidráulicas?
Una línea manual cuesta $1.300-2.600. Una línea eléctrica con máquinas de corte y pelado adecuadas cuesta $4.300-8.500. Una línea de producción CNC completa cuesta $11.500-26.000. Añada $2.000-5.000 para inventario de mangueras y conexiones.
¿Cuántos ensamblajes de manguera puedo hacer por día?
With a manual crimper: 20-40 assemblies per day. With an electric crimper: 80-150. With a CNC crimper: 200-400. These numbers assume one operator per station and standard 1/2″ to 1″ hose sizes.
¿Necesito una máquina de pelado?
Only if you work with spiral hose (4SP, 4SH, R12, R13, R15). Braided hose (1SN, 2SN) with one-piece fittings usually skips skiving. If your customers use spiral hose in mining or heavy construction, yes — you need a máquina de pelado.
¿Cuál es la mejor prensadora para un taller de ensamblaje de mangueras?
For a workshop doing 50–150 assemblies per day, the P32A (electric, CNC control, 1/4″ to 2″ range) is the right balance of speed and precision. For mobile service, the P20CS (battery, 80 ton) runs without a power outlet.
¿Cómo pruebo un ensamblaje de manguera terminado?
Según ISO 17165, presurice el ensamblaje a 1,5× la presión de trabajo nominal durante al menos 30 segundos. Verifique si hay fugas en el borde del ferrule, abultamientos en la cubierta de la manguera y cualquier movimiento de la conexión. Registre la presión de prueba y el resultado.
¿Puedo iniciar un negocio de mangueras hidráulicas desde casa?
Un garaje o taller con alimentación de 220V es suficiente. Comience con una prensadora manual, cortadora manual e inventario básico de los 6 tamaños de manguera más comunes. El servicio móvil con una prensadora a batería elimina la necesidad de una ubicación fija. Muchos negocios de mangueras exitosos comenzaron así.
¿Qué tamaños de manguera se venden más?
The top 6 sizes cover 80%+ of demand: 3/8″, 1/2″, 3/4″, 1″, 1-1/4″, and 1-1/2″. Start with these in both braided (2SN) and spiral (4SP) construction. Add larger sizes (2″, 2-1/2″) as demand grows.
¿Qué normas se aplican a los ensamblajes de mangueras hidráulicas?
The main standards are SAE J517 (hose specifications), ISO 8434 (fitting connections), and ISO 17165 (hose assembly performance). Following these ensures your assemblies meet accepted quality benchmarks.
Artículos Relacionados
¿Listo para Configurar su Línea de Ensamblaje de Mangueras?
TRC ofrece paquetes completos de equipos: máquinas de corte, peladoras, prensadoras y bancos de prueba para cada presupuesto.




